Tento cyklus zhotoví odľahčovací zápich podľa DIN 509 v tvare E a F s obvyklým nárokom na priemer hotovej súčiastky 3 mm. Ak je v nástrojových korekciách zadaný uhol vedľajšej hrany nástroja, bude riedením kontrolovaný. Ak pri kontrole riadenie zistí, že tvar odľahčovacieho zápichu nemôže byť vykonaný zvoleným nástrojom, pretože uhol vedľajšej hrany nástroja je príliš malý, zobrazí sa chybové hlásenie, obrábanie však bude pokračovať (chyba zápichu je v praxi väčšinou zanedbateľná).
Formát zápisu cyklu
CYCLE94(SPD, SPL, FORM, VARI)
Zobrazený názov parametra
Skratka
Význam
"Počáteční bod"
SPD
Počiatočný bod v X, bez znamienka.
"Počáteční bod"
SPL
Počiatočný bod v Z.
"Tvar"
FORM
Tvar odľahčovacieho zápichu. Hodnoty: E - pre tvar E podľa DIN 509, tvar s jednou obrábanou plochou (priemer). F - pre tvar F podľa DIN 509, tvar s dvomi obrábanými plochami (primer a čelo).
"Výběr polohy"
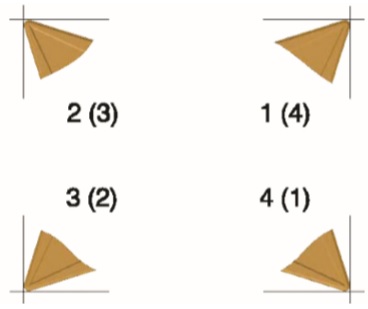
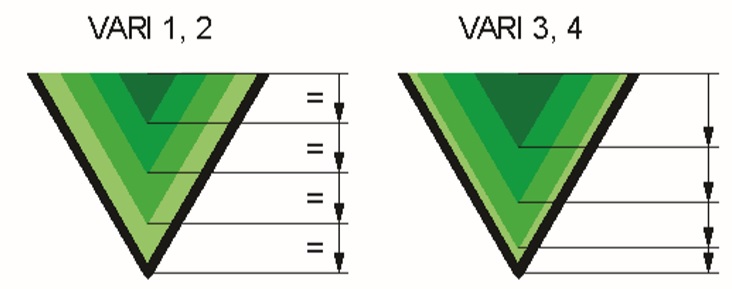
VARI
Poloha zápichu. Hodnoty 0-4.
VARI
Pre tento cyklus môžu byť použité len nástroje s polohami hrotu 1, 2, 3, 4. Hodnota 0 znamená, že poloha zápichu je určená podľa polohy hrotu aktuálneho nástroja.
Určuje návratovú rovinu, na ktorú sa nástroj vráti rýchloposuvom po dokončení pracovného posuvu.
"Ref. rovina"
RFP
Určuje referenčnú rovinu, od ktorej sa bude nástroj pohybovať v materiáli.
"Bezp. vzdál."
SDIS
Bezpečnostná vzdialenosť. Nástroj nabehne rýchloposuvom na hodnotu SDIS pred referenčnú rovinu a potom sa prepne na pracovný posuv.
"Konc.hl.vrt."
DP
Celková hĺbka otvoru.
"Hloubka inkr."
DPR
Hĺbka vŕtania vzhľadom k referenčnej rovine, bez znamienka.
"Prodleva"
DTB
Určuje časovú výdrž v sekundách, počas ktorej nástroj ostane na hĺbke nastavenej parametrom DP alebo DPR.
"Smysl otáčení pro"
SDR
Smer otáčok pre spätný chod: 0=automaticky, 3=vpravo, 4=vľavo
"Smysl otáčení"
SDAC
Smer otáčok po ukončení cyklu: 3=vpravo, 4=vľavo, 5=stop otáčok
"Opracování"
ENC
Použitie rotačného snímača: 0=áno, 1=nie
"Stoupání závitu"
MPIT
metrický závit – rozsah 3-48 (M3 – M48)
"Stoup. závitu"
PIT
stúpanie závitu v – rozsah: 0,001 - 2000 mm
"Osa"
AXN
1=Os X, 2=Os Y, 3=Os Z
"Stoup. závitu"
PTAB
Vyhodnotenie stúpania závitu: 0=zodpovedajúcim spôsobom naprogramovaný merací systém palca / metrický, 1=rozstup v mm, 2=výška závitu na palec, 3=výška v palcoch/otáčkach
Tento cyklus je najkomplexnejším vŕtacím cyklom dostupným v riadiacom systéme Sinumerik 840D. Umožňuje vŕtanie hlbokých otvorov jedným z dvoch spôsobov - vŕtaním s lámaním triesky alebo vŕtaním s vynášaním triesky (vŕtanie s výplachom).
Pred cyklom je nutné nástrojom nabehnúť pred vŕtaný otvor (X=0). Nástroj ide naprogramovaným posuvom do prvej hĺbky vŕtania FDEP/FDPR, vráti sa rýchloposuvom späť (podľa VARI), potom pokračuje do druhej hĺbky atď. Každý ďalší prísuv (hĺbka vŕtania) sa zmenší o DAM.
Cyklus vŕtania hlbokých dier je dostupný z horizontálneho menu "Podpora", cez vertikálne podmenu "Vyvrtáv. hloub.děr" voľbou "Vyvrtáv. hlou.děr".
Cyklus býva označený aj ako cyklus rezania závitu. Pri tomto cykle sa jedná o výrobu závitu nožom, nie závitníkom ani závitovými čeľusťami (očká). Na výrobu závitníkmi sa využívajú cykly CYCLE84 a CYCLE840.
Pomocou cyklu pre rezanie závitu môžeme vyrobiť valcové alebo kužeľové, vnútorné alebo vonkajšie závity s konštantným stúpaním. Závity môžu byť jedno alebo viacchodové.
Cyklus sústruženia závitov je dostupný z horizontálneho menu "Podpora", cez vertikálne podmenu "Závit" voľbou "Řezání závitu".
Stúpanie závitu definované menovitým priemerom závitu.
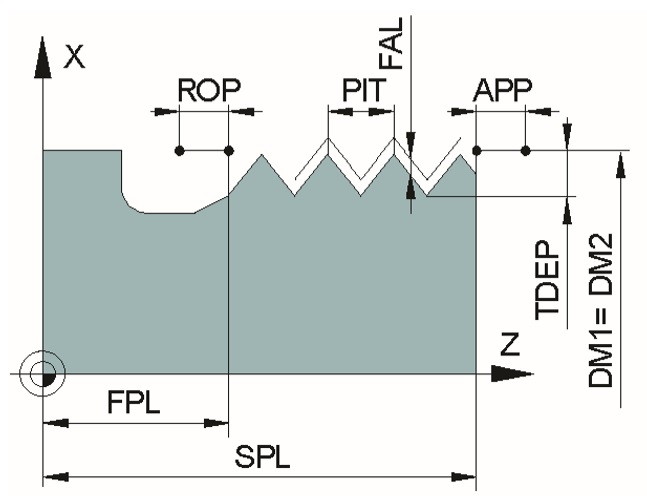
"Počáteční bod"
SPL
Súradnica začiatku závitu v pozdĺžnej osi.
"Konc. bod"
FPL
Súradnica konca funkčnej časti závitu v pozdĺžnej osi.
"Průměr"
DM1
Priemer závitu na súradnici začiatku závitu (SPL).
"Průměr"
DM2
Priemer závitu na súradnici konca závitu (FPL).
"Dráha vběhu"
APP
Nábeh závitu.
"Dráha výběhu"
ROP
Výbeh závitu. Je nutný, aby posuvový mechanizmus stroja mohol spomaliť z rýchlosti, pri ktorej vytvára závit so správnym stúpaním.
"Hloubka záv."
TDEP
Hĺbka závitu. Pre normálny metricky závit je hĺbka závitu rovná 0,613435 násobku stúpania závitu.
"Příd.na dok."
FAL
Prídavok na dokončenie závitu.
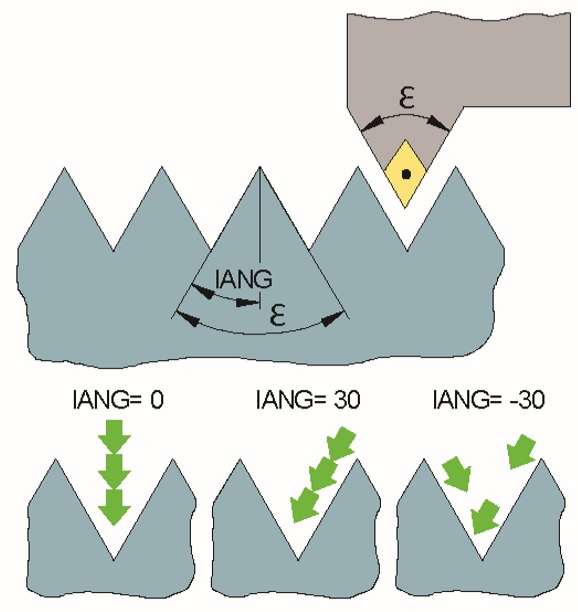
"Úhel přísuvu"
IANG
Určuje uhol medzi jednotlivými zábermi. Možné hodnoty: 0, 30 , -30. Nulová hodnota určuje prísuv noža kolmok osi závitu. Kladná hodnota určuje prísuv pozdĺž jednej strany. Záporná hodnota určuje prísuv striedavo pozdĺž oboch strán.
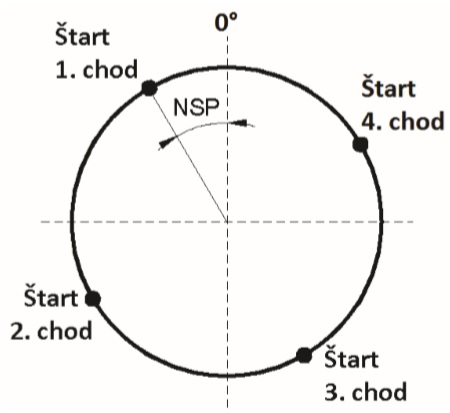
"Přem.startbod"
NSP
Parameter používaný pre výrobu viacchodých závitov s nerovnomerným rozdelením chodov.
"Řezy"
NRC
Počet záberov hrubovania závitu.
"Řezy naprázd."
NID
Počet dokončovacích rezov
"Opracování"
VARI
Určuje či sa jedná o vnútorný (2, 4) alebo vonkajší (1, 3) závit.
Tento cyklus je rozšírením cyklu navŕtavania (CYCLE81). Používa sa najmä pre navŕtavanie strediacich otvorov, ale aj pre vŕtanie otvorov menších hĺbok v prípadoch, kedy je dôležitá kvalita povrchu dna. Cyklus navŕtavania má v porovnaní s cyklom CYCLE81 výdrž na konečnej hĺbke, takže dno otvoru je po dokončení cyklu zarovnané.
Cyklus navŕtavania je dostupný z horizontálneho menu "Podpora", cez vertikálne podmenu "Vyvrtáv. hloub.děr" voľbou "Vrtání Zarovnáv.".
Zobrazený názov parametra
Skratka
Význam
"Rov. návratu"
RTP
Určuje návratovú rovinu, na ktorú sa nástroj vráti rýchloposuvom po dokončení pracovného posuvu.
"Ref. rovina"
RFP
Určuje referenčnú rovinu, od ktorej sa bude nástroj pohybovať v materiáli.
"Bezp. vzdál."
SDIS
Bezpečnostná vzdialenosť. Nástroj nabehne rýchloposuvom na hodnotu SDIS pred referenčnú rovinu a potom sa prepne na pracovný posuv.
"Konc.hl.vrt."
DP
Celková hĺbka otvoru. Po túto súradnicu sa nástroj pohybuje pracovným posuvom, po jej dosiahnutí sa nástroj okamžite rýchloposuvom vráti na súradnicu definovanú parametrom RTP. Hĺbku dosahuje hrot nástroja, nie jeho valcová časť.
"Hloubka inkr."
DPR
Hĺbka vŕtania vzhľadom k referenčnej rovine, bez znamienka. Programuje sa buď DP alebo DPR. Ak sú programované obe hodnoty platí hodnota DPR.
"Prodleva"
DTB
Určuje časovú výdrž v sekundách, počas ktorej nástroj ostane na hĺbke nastavenej parametrom DP alebo DPR.