
Formát zápisu cyklu
CYCLE95(NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM)
| Zobrazený názov parametra | Skratka | Význam |
| "Název" | NPP | Názov podprogramu, v ktorom je formou NC kódu zapísaná kontúra, z ktorej cyklus preberie geometriu. Podprogram kontúry musí byť umiestnený v danom priečinku obrobku. |
| "Hl.přísuvu" | MID | Maximálna hĺbka rezu. Tento parameter nesmie byť nulový, pretože nulová hĺbka rezu by znamenala nekonečný počet záberov, čo spôsobí pri spustení simulácie pád softvéru WinNC a stratu neuložených nastavení 3D simulátora. |
| "Opracování" | VARI | Určuje hlavný smer a spôsob obrábania. Hodnota za nezapisuje, ale vyberá sa z obmedzenej množiny (čísla 1-12) klikaním na symbol výberu z obmedzenej množiny vľavo od poľa zobrazujúceho hodnotu. |
| "Příd. na dok." | FALZ | Prídavok na dokončenie v osi Z. |
| "Příd. na dok." | FALX | Prídavok na dokončenie v smere osi X. |
| "Příd. na dok." | FAL | Prídavok na dokončenie v osiach X a Z. |
| "Posuv Nahrubo" | FF1 | Posuv na otáčku pri hrubovaní plôch mimo odľahčení. |
| "Pos. zanoření" | FF2 | Posuv na otáčku pre zanorenie noža do materiálu. |
| "Posuv Načisto" | FF3 | Posuv na otáčku pri hladení. |
| "Prodleva" | DT | Časová výdrž pre prerušovaný posuv. |
| "Délka dráhy" | DAM | Dĺžka dráhy pre prerušovaný rez. |
| "Dráha oddál." | VRT |
Hodnota určuje o koľko sa má nástroj vzdialiť od obrobeného k začiatku ďalšieho záberu. V praxi sa najčastejšie využíva nulová hodnota, aby sa zbytočne nepredlžovali dráhy nástroja a tým aj čas potrebný na výrobu súčiastky. |
VARI
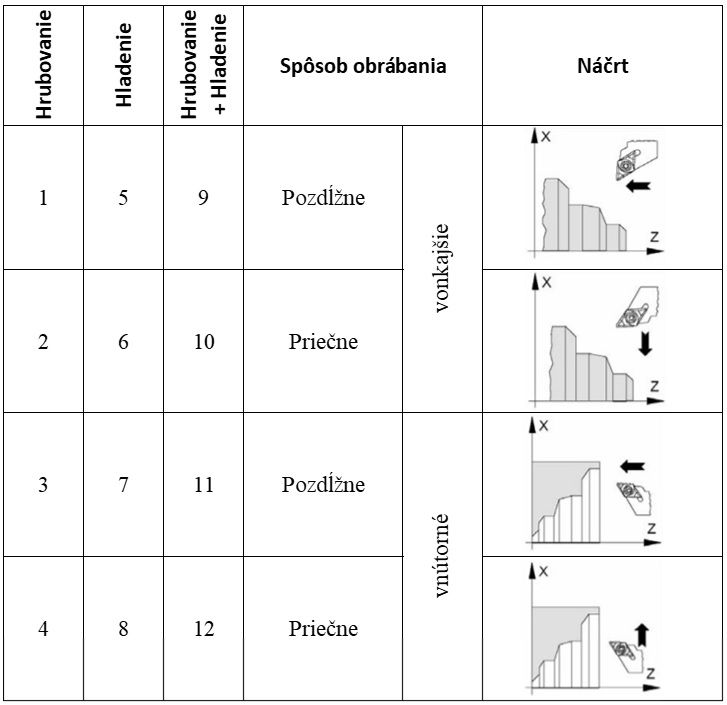
Pri hrubovaní (VARI 1, 2, 3 a 4) je materiál odoberaní po vrstvách o hrúbke definovanej parametrom MID. Smer úberu materiálu je definovaný parametrom VARI a tvarom geometrie popísanej podprogramom. Kontúra by mala vždy končiť na priemere polotovaru, prípadne väčšom.
Hrubovanie bez podrezania
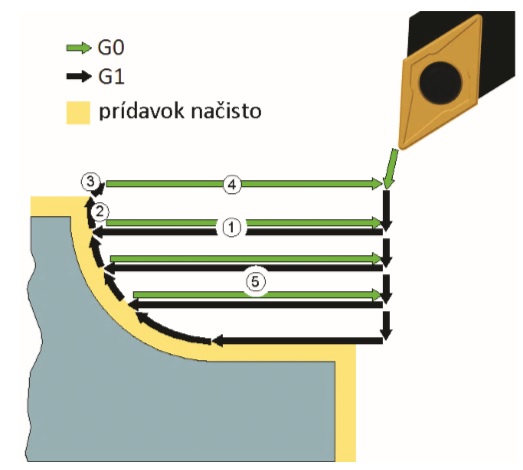
Postup obrábania:
- hrubovanie vykonáva cyklus s G1 a posuvom FF1,
- hrubovanie prebieha rovnobežne s osami až po prídavok na obrábanie (1), potom rovnobežne s kontúrou (2),
- po každej hrubovacej trieske dôjde k odskoku v X a v Z o hodnotu VRT (ak je VRT=0 odskok je polomer hrotu + 1mm) (3) a k odjazdu späť s G0 (4),
- tento priebeh sa opakuje dovtedy, kým nie je dosiahnutá celková hĺbka (5), (až po prídavok na obrábanie). Hĺbky prísuvu (hrúbky triesky) sa rozdelia rovnomerne tak, že sú menšie/rovnaké ako naprogramovaný parameter MID.
Hrubovanie kontúry s podrezaním
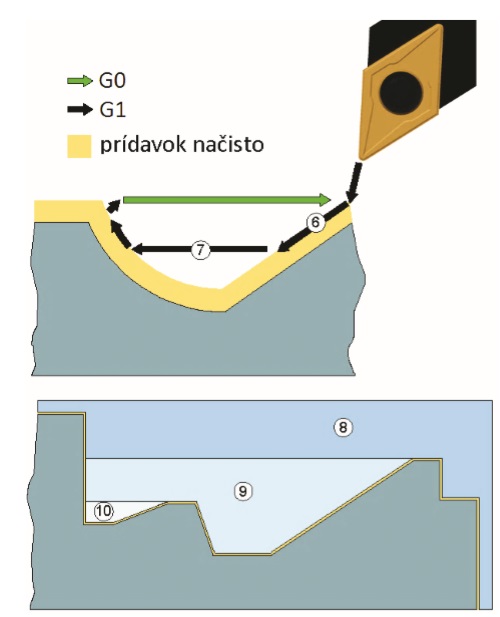
Postup obrábania:
- prísuv do podrezania (6) sa vykonáva rovnobežne s kontúrou s G1/G2/G3 a s posuvom FF2,
- hrubovacie triesky v oblasti podrezania (7) sa vykonáva rovnobežne s osami s G1 a s posuvom FF1,
- Poradie hrubovacích úkonov:
- hrubovanie bez podrezania (8), hrubovanie 1. podrezania (9), hrubovanie 2. podrezania (10).
Obrábanie načisto:
- na počiatočný bod kontúry nabehne nástroj súčasne v obidvoch osiach,
- obrábanie načisto sa vykonáva pozdĺž kontúry s G1/G2/G3 a s posuvom FF3,
- spätný pohyb sa vykonáva s G0.
Cyklus 95 - VARI 9
Cyklus 95 - VARI 11