
G40, G41, G42 (Korekcie polomeru nástroja)
G40 - vypnúť korekciu polomeru nástroja
G41 - zapnúť korekciu polomeru nástroja vľavo
G42 - zapnúť korekciu polomeru nástroja vpravo
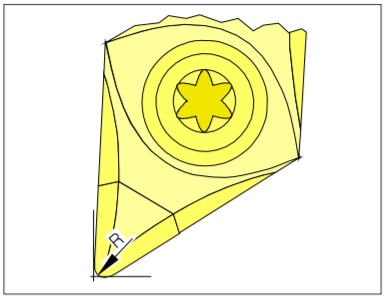
Pri meraní nástroja sa špička nástroja meria iba v dvoch bodoch (tangenciálne k osi X a Z). Preto korekcia nástroja popisuje iba teoretický bod rezu. Tento bod prechádza naprogramovanou dráhou.
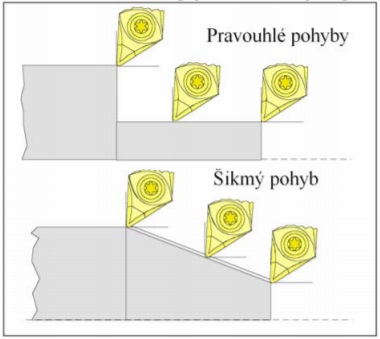
Pri pohybe v smere osi (pozdĺžne alebo čelné sústruženie) sú tangenciálne body na hrote nástroja odrezané. Na obrobku nie sú žiadne rozmerové chyby.
Pri súčasnom posune v oboch osiach (kužeľ, polomer) sa poloha teoretického bodu rezu nezhoduje s pozíciou skutočného bodu rezu. Vyskytnú sa rozmerové chyby na obrobku.
G40 Vypnutie korekcie nástroja
Je povinné pri zmene medzi G41 a G42. G40 môže byť naprogramované v rovnakej vete s G00 resp. G01, alebo v predchádzajúcej vete. G41 korekcia pre rádius špičky vľavo. Ak sa nachádza nástroj (pri pohľade na smer posuvu) vľavo od obrábanej kontúry, musí sa programovať G41.
Dôležité:
- Zrušenie je povolené len pri použití G00, G01
- G40 je povinné pri zmene medzi G41, G42
- Je nutné zadať hodnoty v tab. korekcií nástroja
- Pri navolenej korekcii nie je možné meniť korekcie nástroja pre rádius špičky
G41 Zapnutie korekcie polomeru nástroja vľavo
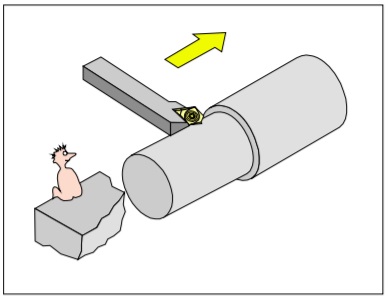
Ak sa nachádza nástroj pri pohľade na smer posuvu vľavo od obrábanej kontúry, musí sa použiť príkaz G41.
G42 Zapnutie korekcie polomeru nástroja vpravo
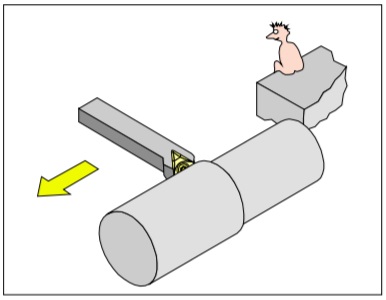
Ak sa nachádza nástroj pri pohľade v smere posuvu vpravo od obrábanej kontúry, musí sa použiť príkaz G42.