Súčiastka bude opäť obrábaná na dve upnutia. Ako prvé sa obrobí ľavá strana. Materiál ostáva rovnaký ako prisúčiastke 1.
Upnutie 1
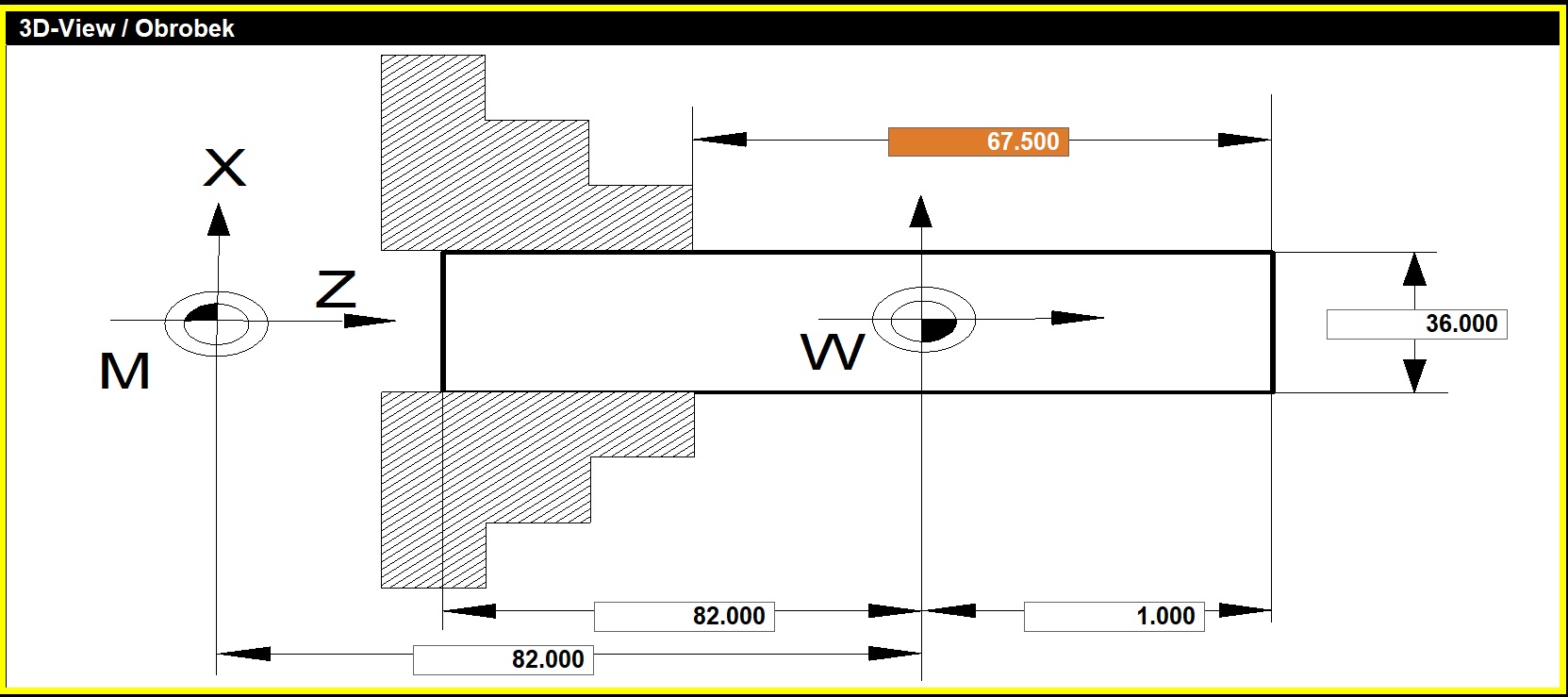
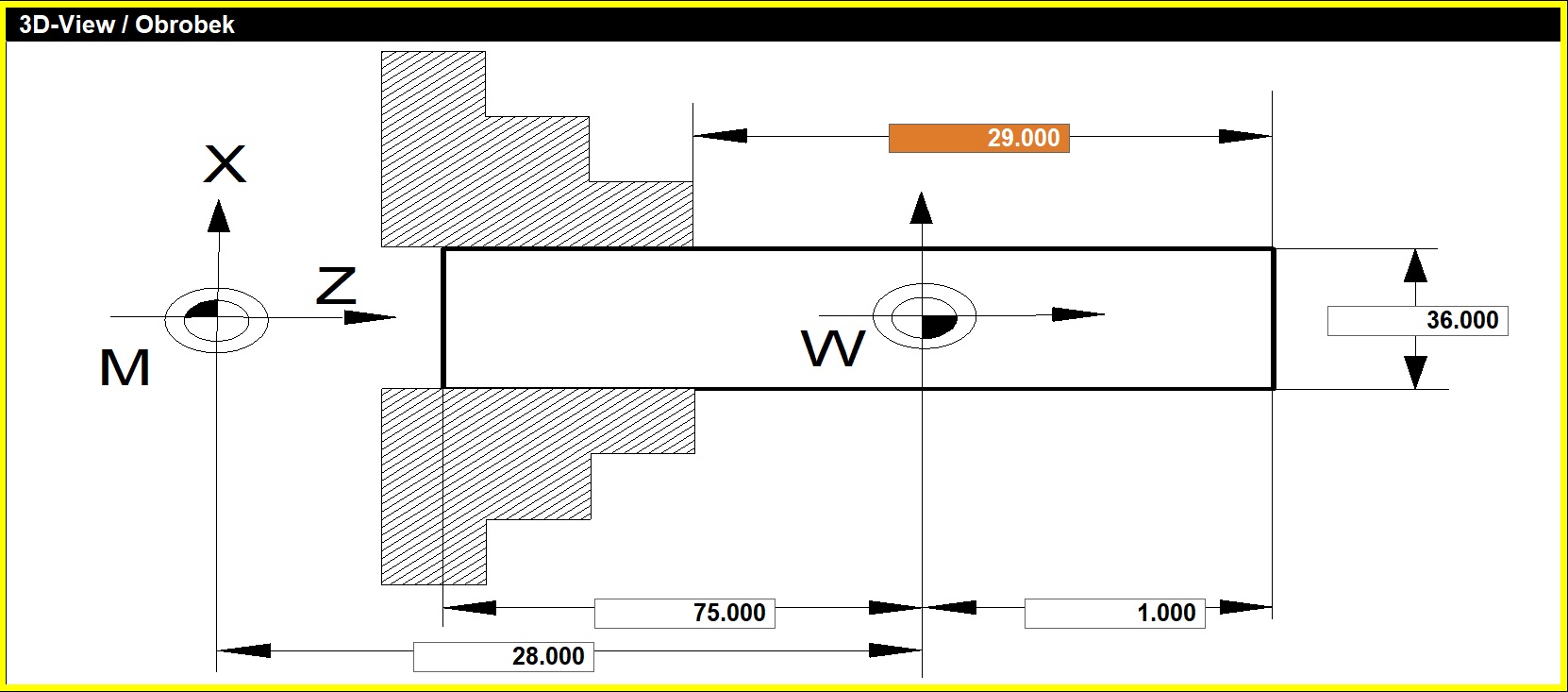
Pri prvom upnutí použijeme posunutie nulového bodu G54 a následne aj posun nulového bodu obrobku pomocou funkcie TRANS. Pre tento prípad to bude TRANS Z82.
Nastavenie 3D simulátora
Upnutie 2
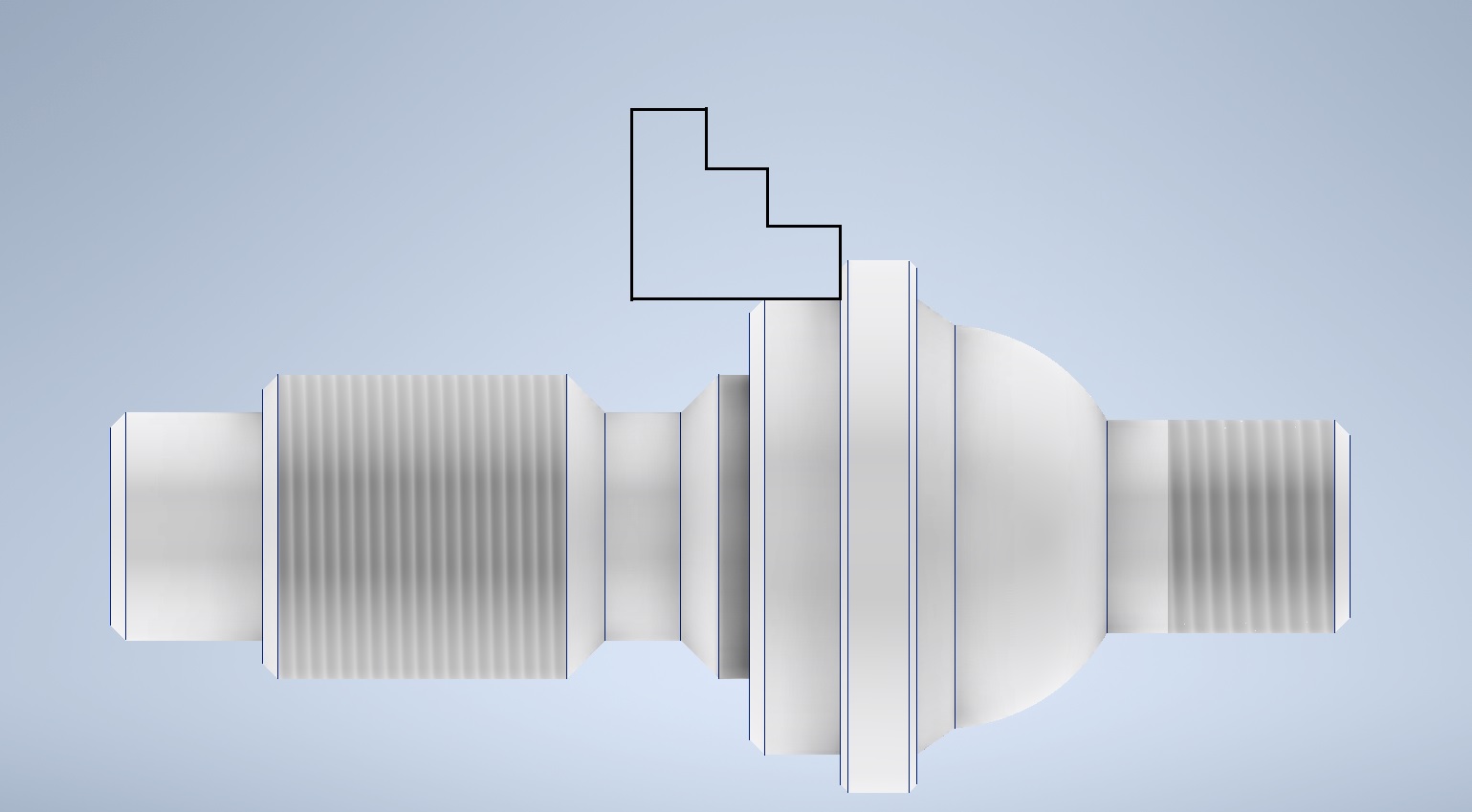
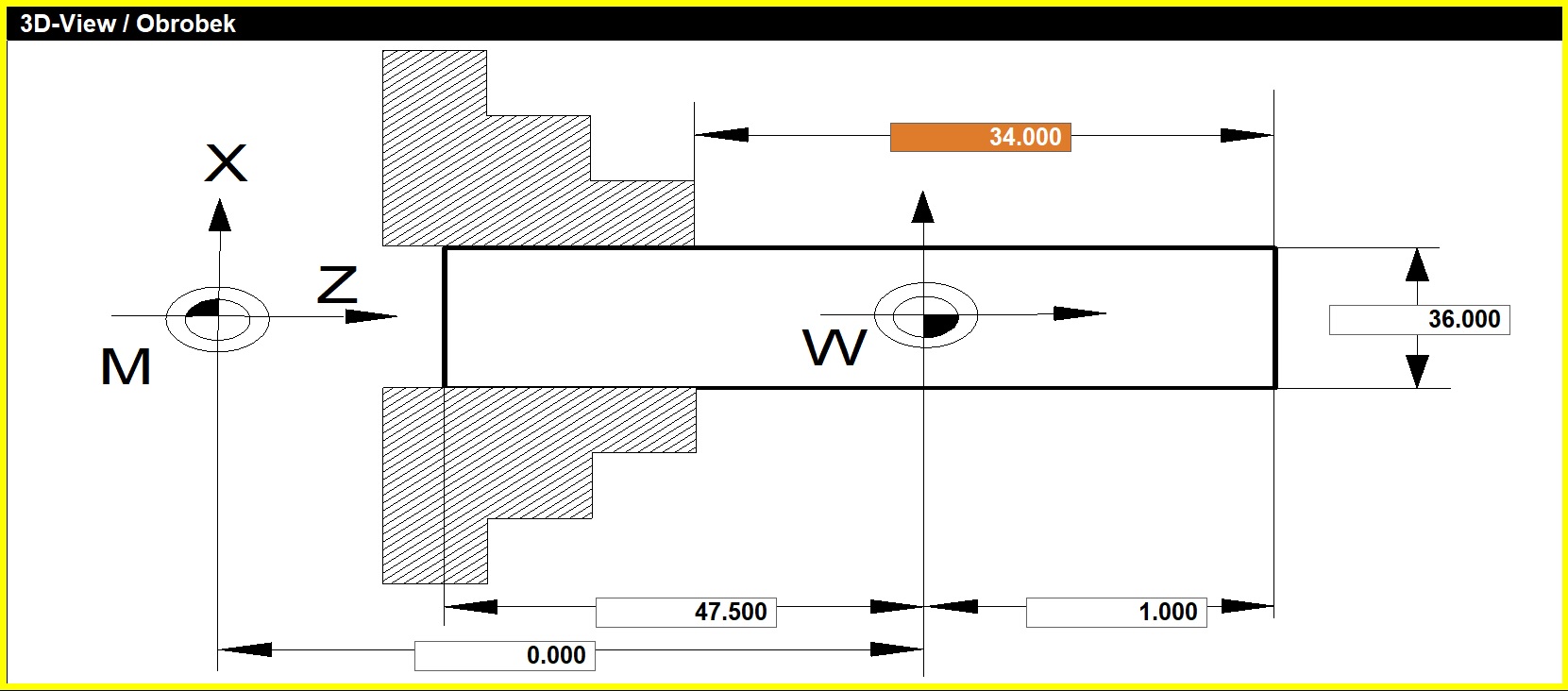
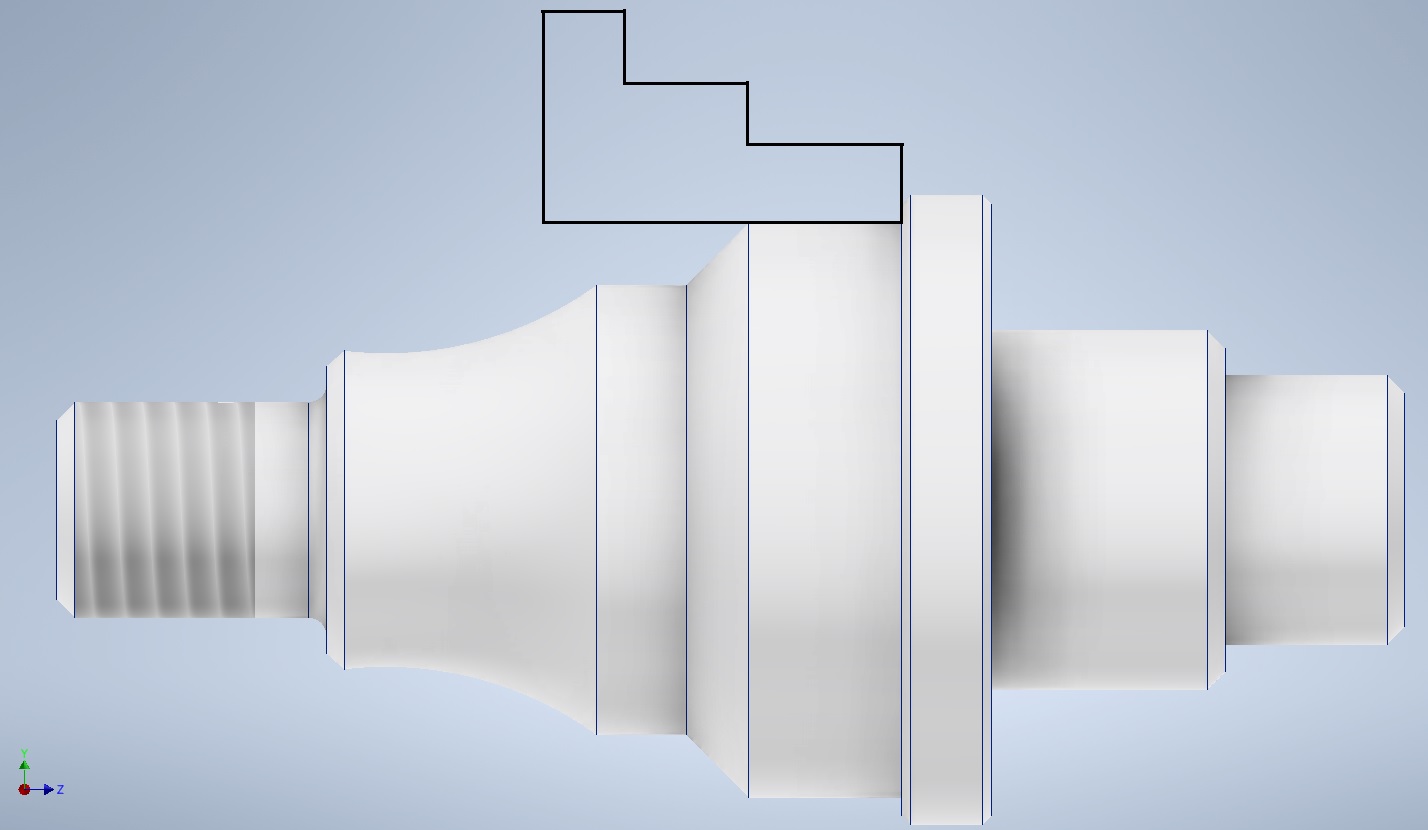
V druhom upnutí súčiastku najskôr otočíme v programe Meshmixer alebo ľubovoľnom programe, ktorý podporuje formát STL. Následne ju vyexportujeme v 3D-View. Do skľučovadla upíname za už obrobenú plochu. Na upnutie využijeme primer ø30, čelnú plochu s priemerom ø35g7 využijeme na dorazenie o čelnú plochu čeľustí.
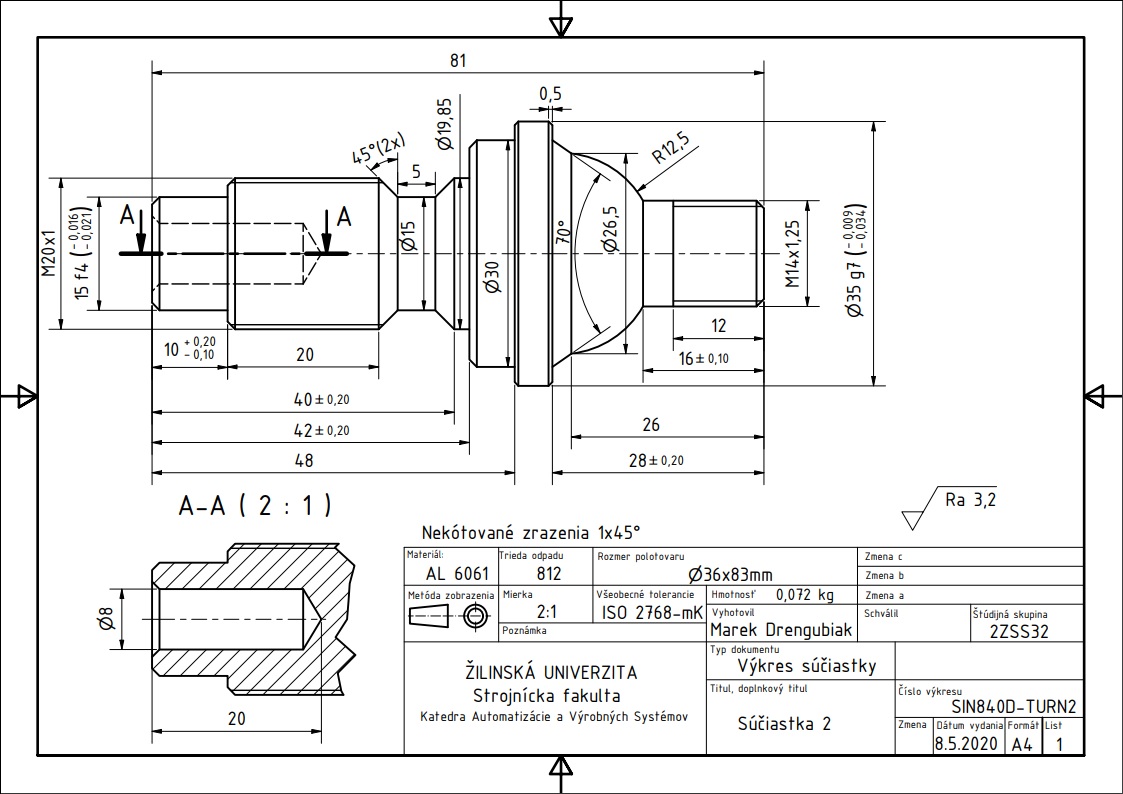
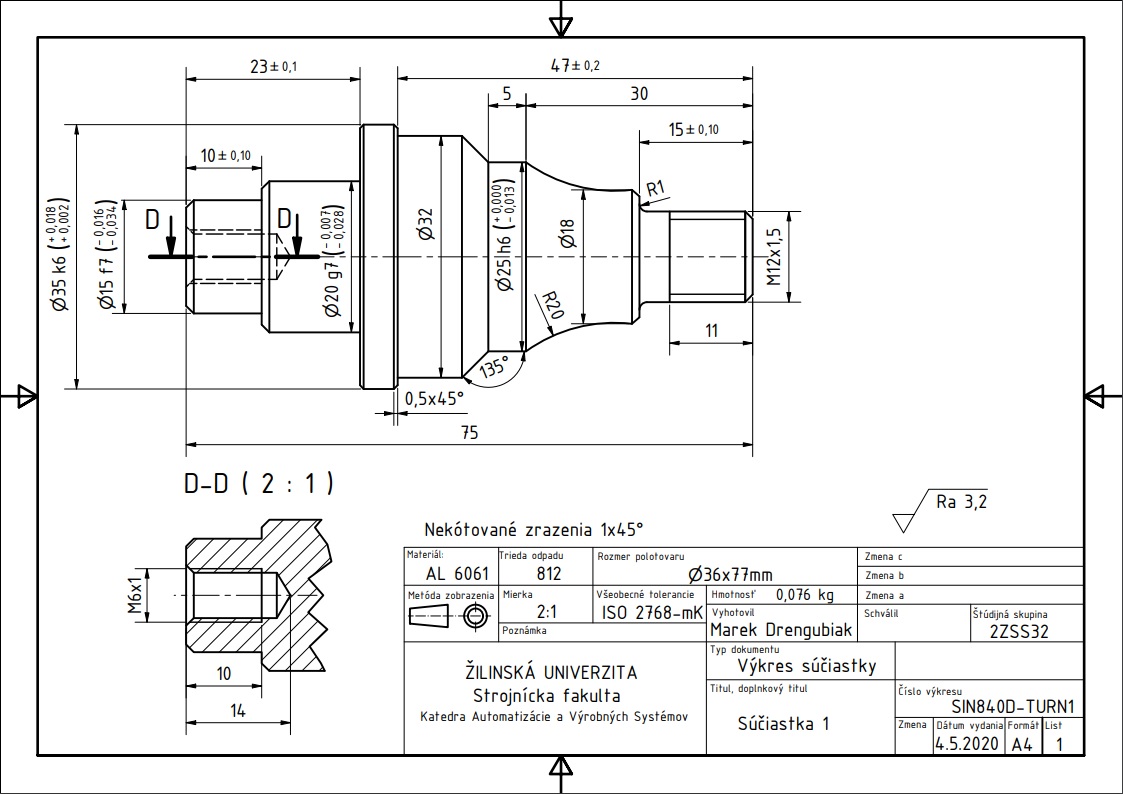
Súčiastka bude obrábaná na dve upnutia. Kedže ľavá strana obsahuje tolerované rozmery ako prvé sa bude obrábať pravá strana. Nakoľko môžeme na sústruhu EMCO CONCEPT TURN 55 obrábať len mäkké materiály, tak ako materiál som zvolil Hliník 6061.
Zliatina 6061 patrí k takzvaným duralom, čo sú zliatiny hliníka s ďalšími prísadami. Hliníková zliatina 6061 je ľahká rovnako ako obyčajný hliník, navyše však vyniká pevnosťou, dostatočnú tvrdosťou, dobrou obrobiteľnosťou a výbornou zvariteľnosťou. Zlepšenia mechanických vlastností tejto zliatiny možno docieliť tepelnou úpravou, potom býva za číselným označením ešte dodatok v podobe písmena T s číslom, napríklad T6. Vďaka svojim výborným mechanickým a technologickým vlastnostiam sa táto zliatina používa pre výrobu širokej škály výrobkov, predovšetkým tých, ktoré bývajú vystavené mechanickému namáhaniu.
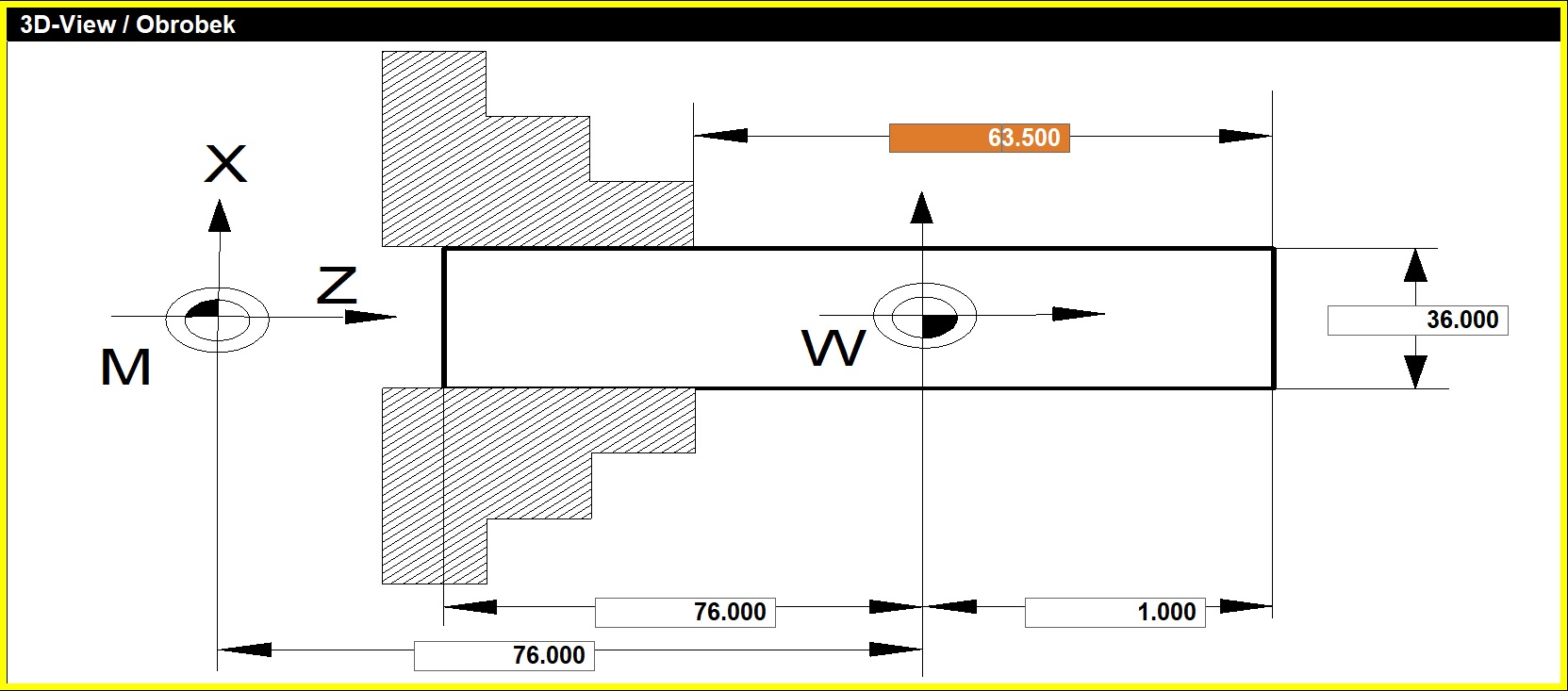
Pri prvom upnutí použijeme posunutie nulového bodu G54 a následne aj posun nulového bodu obrobku pomocou funkcie TRANS. Konkrétne pre tento prípad to bude TRANS Z76.
Nastavenie 3D simulátora
Upnutie 2
V druhom upnutí súčiastku upneme do skľučovadla za už obrobenú valcovú plochu. Na upnutie využijeme primer ø32, čelnú plochu s priemerom ø35k6 využijeme na dorazenie o čelnú plochu čeľustí. Využijeme posunutie nulového bodu G55 a následne aj posun nulového bodu obrobku pomocou funkcie TRANS. Konkrétne pre tento prípad to bude TRANS Z28. Toto je jedna z možností. Ďalšia možnosť spôsobu upnutia je vysvetlená vo videu.
Pojem kontúra v tomto prípade znamená obrys, ktorý má byť dosiahnutý na súčiastke, zapísaný v podprograme (.SPF), ktorý obsahuje len informácie vzťahujúce sa k danej kontúre, čiže do kontúry nezadávame rezné podmienky, nástroje ani pomocné funkcie okrem funkcie M17 (koniec podprogramu).
Kontúru je možné vytvoriť dvomi spôsobmi:
- Priama tvorba kontúry.
- Vytvorenie voľnej kontúry.
Priama tvorba kontúry
Kontúra vytvorená priamov tvorbou, čiže ručným zápisom je v podstate dráha nástroja pre hladenie.
Zápis priamej tvorby kontúry pozostáva z:
- prvej vety - funkcia G0 (v špeciálnych prípadoch G1) a nasledovaná súradnicami prvého bodu kontúry v oboch osiach,
- je možné použiť zrazenie (CHR, CHF) a zaoblenie (RND)
- podprogram kontúry musí mať aspoň 3 vety
- kontúra musí mať pohyb v oboch osiach
- nie je možné použiť príkazy G17-G19, G41, G42.
Vytvorenie voľnej kontúry
Riadiaci systém Sinumerik 840D disponuje nástrojom pre automatizovanú tvorbu kontúry - editor kontúr. Tento editor slúži na zjednodušenie tvorby kontúry zmenou prístupu k tvorbe, zlepšením názornosti a automatizáciou určitých prepočtov.
Príklad vytvorenia kontúry
Typy prvkov, ktoré sa môžu objaviť v zozname prvkov
SP
Start Point - počiatočný bod kontúry
END
End - ukončenie kontúry
SU
Straight Up - zvislá úsečka smerom hore
SD
Straight Down - zvislá úsečka smerom dolu.
SL
Straight Left - horizontálna úsečka smerom vľavo
SR
Straight Right - horizontálna úsečka smerom vpravo
SA
Straight Any - šikmá úsečka
CL
Circle Left - kruhový oblúk proti smeru hodinových ručičiek
CR
Circle Right - kruhový oblúk v smere hodinových ručičiek
SLR
Straight Left/Right - horizontálna úsečka bez zadanej súradnice konca
SUD
Straight Up/Down - vertikálna úsečka bez zadanej súradnice konca
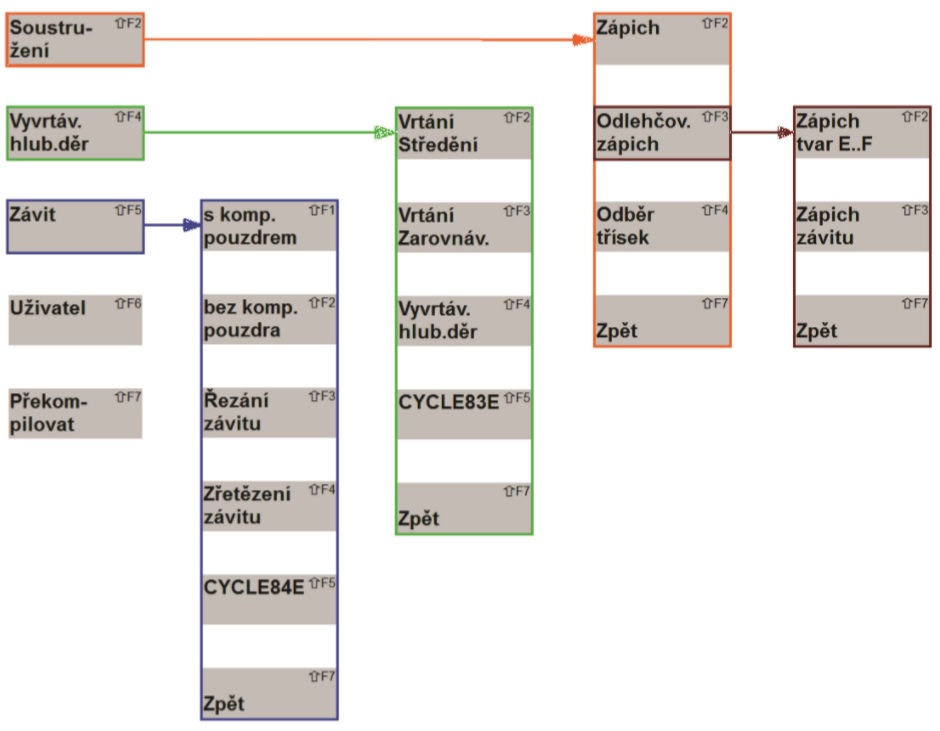
Všetky automaticky generované časti kódu (cykly a kontúry) je možné vkladať do programu prostredníctvom položky horizontálneho menu "Podpora", ktorá sprístupní vertikálne menu s logicky členeným zoznamom podporovaných cyklov.
Všetky automaticky generované časti NC kódu s korektným zápisom je možné opätovne editovať v ich pôvodnom dialógovom okne kliknutím na položku "Překompilovat".
Sinumerik 840D je založený na štandarde DIN 66025 / ISO 6983 (EIA RS-274D). Niektoré funkcie sú odlišné od základného štandardu a ich význam môže byť špecifický pre daný RS, prípadne aj pre konkrétny stroj.