Charakteristika 10

- Details
- Written by Marek
- Category: Charakteristiky
- Hits: 3148
G110, G111, G112 (Programovanie v polárnych súradniciach)
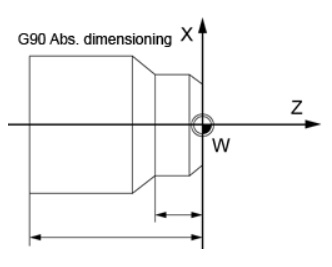
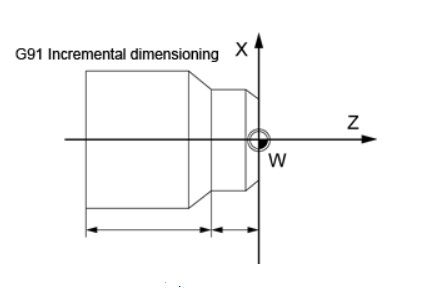
Pri programovaní polárnych súradníc sa zadávajú polohy s uhlom a polomerom vzťahujúcim sa k pólu (počiatku súradnicového systému). V NC blokoch s polárnym koncovým bodom nesmú byť pre zvolenú pracovnú rovinu programované pravouhlé súradnice ako napr. interpolačné parametre, adresy os...
Určenie pólu
G110 - pól vzťahujúci sa k poslednej naprogramovanej polohe nástroja
G111 - pól vzťahujúci sa k aktuálnemu nulovému bodu súradnicového systému nástroja
G112 - pól vzťahujúci sa k poslednému platnému pólu
Pól môže byť zadaný v pravouhlých súradniciach alebo polárnych súradniciach.
X, Z - súradnice pólu (pravouhlé)
RP - polárny polomer (=vzdialenosť pólov - cieľový bod)
AP - polárny uhol medzi pólom - cieľovým bodom a vzťažnou osou uhla (prvou menovanou osou)
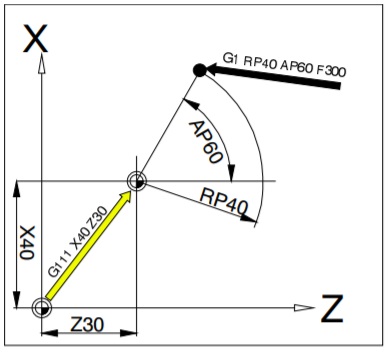
Príklad:
G111 X40 Z30
G1 RP=40 AP 60 F300
G111 presunie pól do absolútnej polohy X40 Z30. Pomocou G1 sa nástroj posunie z predošlej polohy do polárnej polohy RP40/AP60. Uhol sa vzťahuje k osi X lebo táto os bola v naprogramovaná skôr.