
Nastavenie korekcií patrí medzi základné a nezanedbateľné úlohy.
Každý nástroj používaný na obrábanie sa musí odmerať. Nástroj upnutý v nástrojovej hlave má vzhľadom k tejto hlave inú polohu špičky nástroja. Dôležité je zmerať vzdialenosť od hrotu nástroja k referenčnému bodu "N". V takzvanom registri nástrojových údajov je možné uložiť namerané údaje o dĺžke nástroja, polohe nástroja a polomeroch nástroja. Korekcie dĺžky môžu byť merané napoly automaticky, polohu nástroja a polomer nástroja je potrebné zadať ručne. Poloha nástroja musí byť zadaná vždy! Označenie polomeru noža je potrebné iba vtedy, ak sa pre tento nástroj používa korekcia polomeru noža.
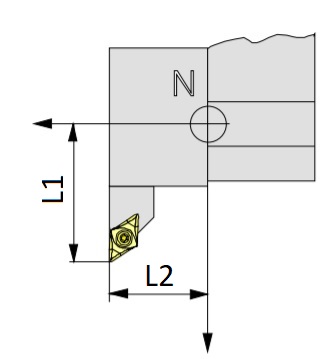
Meranie údajov nástroja prebieha:
- L1 - v smere osi X absolútne od bodu "N" po špičku nástroja,
- L2 - v smere osi Z absolútne od bodu "N" po špičku nástroja.
Dĺžková korekcia nástroja presunie nulový bod nástroja z referenčného bodu upínača nástroja "N" na špičku nástroja. Takto sa všetky údaje o polohe vzťahujú na špičku nástroja.
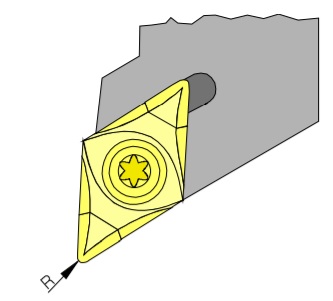 R - rádius rezného plátku
R - rádius rezného plátku
Polomer špičky nástroja by mohol spôsobiť nepresnosti pri výrobe kužeľových a tvarových plôch. Preto riadiaci systém stroja vykonáva tzv. korekciu na polomer špičky nástroja. Pri obrábaní sa vykoná táto korekcia iba vtedy, ak sa v NC programe použije funkcia G40-G41 (korekcia polomeru nástroja). V tom prípade musíme zadať tento polomer do tabuľky nástrojových dát.
Poloha hrotu
Na to, aby sme mohli určiť polohu špičky nástroja je potreba pozerať sa na to, ako bude nástroj upnutý v stroji. Pri voľbe polohy hrotu je dôležité zvážiť či je daná poloha vhodná a či nedôjde ku kolízií.
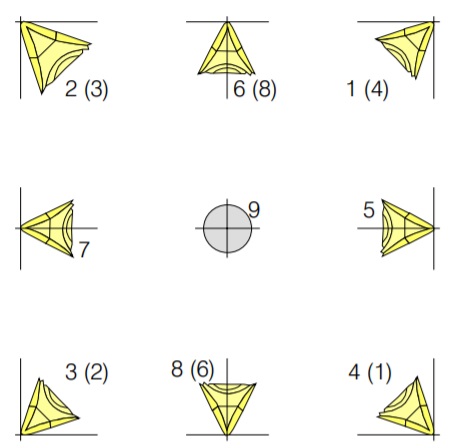
Hodnoty, ktoré sú v zátvorkách platia pre stroje s nástrojom pod osou sústruženia.