Pretože tlačová dýza v FDM je kruhová, rohy a hrany budú mať polomer, ktorý sa rovná veľkosti dýzy. To znamená, že tieto funkcie nikdy nebudú dokonale štvorcové.
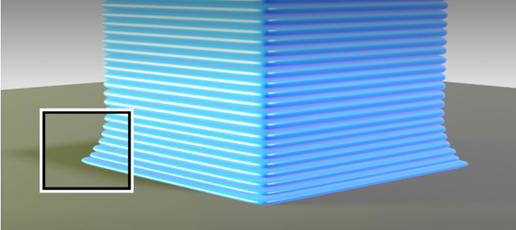
Pre ostré hrany a rohy sú obzvlášť dôležité prvé vrstvy tlače. Ako bolo uvedené pre vertikálne otvory, pri tryskovom potlačení každej vrstvy dochádza k stlačeniu tlačového materiálu smerom dole, aby sa zlepšila priľnavosť. Pre počiatočnú vrstvu tlače sa tým vytvorí vzplanutie, ktoré sa často nazýva „noha slona“. To môže mať vplyv na schopnosť zostaviť súčasti FDM, pretože tento výrez vystupuje mimo určené rozmery.
Ďalším problémom, ktorý sa často vyskytuje v súvislosti s prvou tlačovou vrstvou tlače FDM, je deformácia. ABS je náchylnejší na zdeformovanie kvôli svojej vysokej teplote tlače v porovnaní s PLA. Základná vrstva je prvá vrstva, ktorá sa má tlačiť a ochladzuje sa, pretože ďalšie horúce vrstvy sa tlačia na vrch. To spôsobuje rozdielne chladenie a môže to mať za následok zvlnenie základnej vrstvy smerom nahor a odlepenie modelu od montážnej dosky.
Pridanie skosenia alebo polomeru pozdĺž okrajov časti, ktorá je v kontakte s konštrukčnou doskou, zníži dopad týchto problémov. Toto tiež pomôže pri odstránení komponentu z konštrukčnej dosky po dokončení tlače.
Kľúčové úvahy týkajúce sa návrhu: Ak sú zostavy alebo celkové rozmery kritické pre funkciu súčasti FDM, zahrie sa skosenie alebo polomer o 45 ° na všetky hrany dotýkajúce sa konštrukčnej dosky. Na vysoko presné testovanie tvaru a tvarovania sa odporúčajú ďalšie technológie, ako napríklad SLA alebo Polyjet.