
|
|
|
|
|
||
|
|
||
|
|
|
|
||||
Obr. č.8-9 (skľučovadlo) |
Montáž skľučovadla
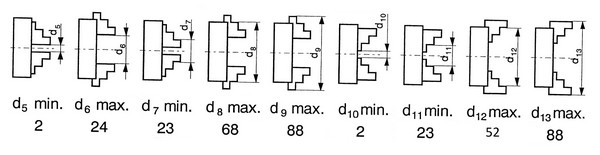
Upínacie rozsah
Ich prekročenie môže
viesť k lomu čeľuste obrobkov vzlietnuť kľúč skľučovadla |
|||||
|
Čeľuste skľučovadla sú vyrobené z nástrojovej ocele. |
|
|
||||




|
|
|
|
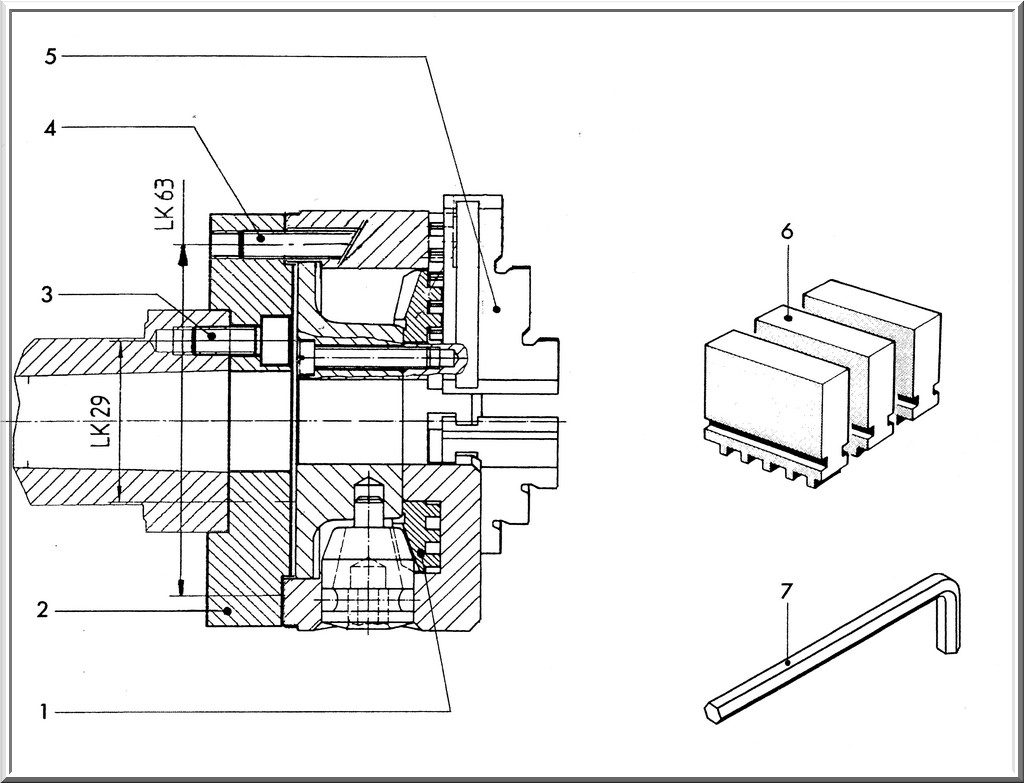
1 |
Držiak |
|
2 |
Príruba |
|
3 |
Skrutka M5x12 DIN912-6.9 |
|
4 |
Skrutka M5x35 DIN912-6.9 |
|
5 |
Reverzibilné čeľuste |
|
6 |
Soft čeľuste |
|
7 |
Imbusový kľúč SW6 DIN911 |
Žilinská univerzita v Žiline
http://www.uniza.sk/menu/inc.asp?ver=SK