Urobte
technologiskú prípravu výroby zadanej súčiastky a zhotovte
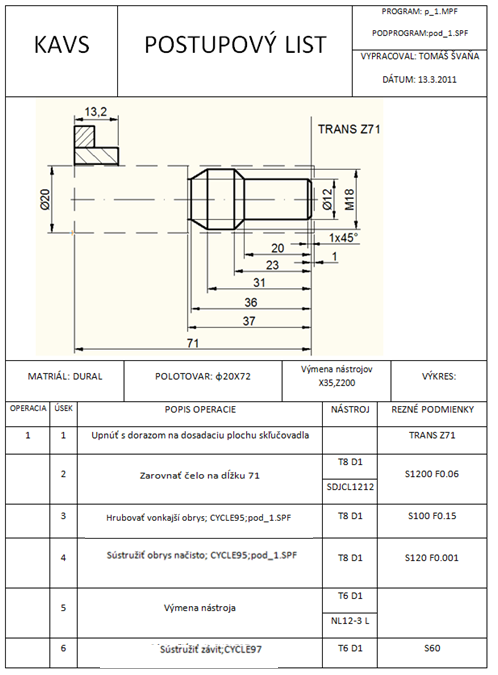
riadiaci program pre číslicovo riadený školský sústruh ENCO
MAIER Concept TURN E 55 pre jej výrobu.
Výrobný výkres
č.1 a č.2
Výkres súčiastky je na obr., polovýrobok je
duralová tyč ø20
mm o dĺžke 72 mm.
.
Obr. č.96-97 (výrobné výkresy)
Technologický postup výroby súčiastky:
Pri zostavení technologického postupu
vychádzame z výkresovej dokumentácie a polotovaru:
Technologický postup bude pozostávať z 2 pracovných operácii (operácia
-
uzatvorená časť technologického procesu , vykonávaná na jednom pracovnom mieste, pri jednom upnutí obrobku):
1.operácia:
Upnutie
polotovaru s rozmermi ø20
mm a dĺžke 72 mm za jednu stranu do otvoru skľučovadla
Zarovnanie čela pravým uberacím nožom na dĺžku 71mm
Hrubovanie obrysu pravým uberacím nožom po dĺžke 33 mm s
prídavkom na dokončenie
Sústruženie načisto po dĺžke 33 mm
Výmena nástroja za závitorezný pravý vonkajší nástroj