|
|
|
|
|
||
|
|
||
|
|
|
|
Možno používať rôzne sústružnícke nástroje pre 4 vonkajšie otvory ako napríklad :
Pri týchto nadstavcov nožov možno vymieňať po opotrebovaní reznej platničky za novú napríklad:
Možno taktiež používať nástroje pre 4 vonkajšie otvory ako napríklad:
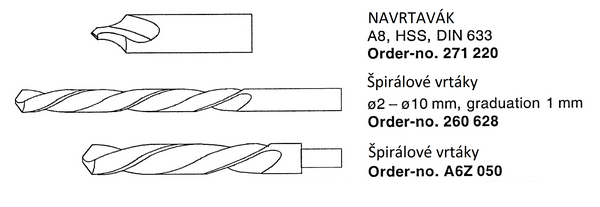
Veľkosť priemeru držiaka vrtáku možno regulovať redukčným púzdrom s rôznymi priemermi, aby sa zabezpečila súososť vnútorného otvoru na revolveri a nástroja.
Pre náš školský CNC sústruh používame nástroje od firmy CERATIZIT
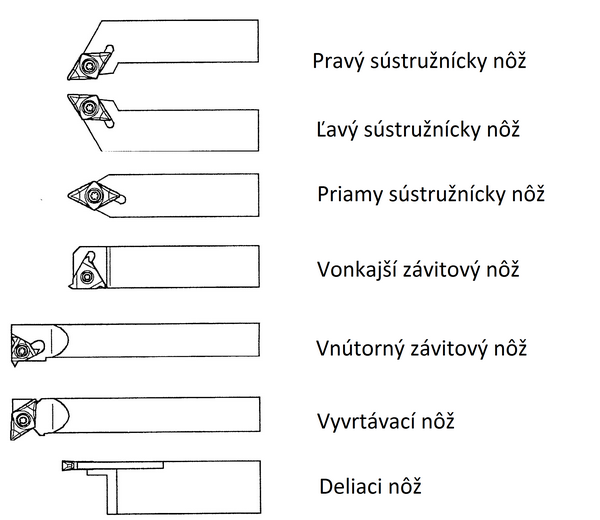
Návrh nástrojovej zostavy: Rezné nástroje volíme hlavne podľa tbaru vyrábanej súčiastky a technologického postupu. Pretože do nástrojovej hlavy je možné upnúť iba tri sústružnícke nože, treba vybrať nástroje s čo najväčšími pracovnými schopnosťami. Výrobca stroja odporúča použitie nasledovných nástrojov:
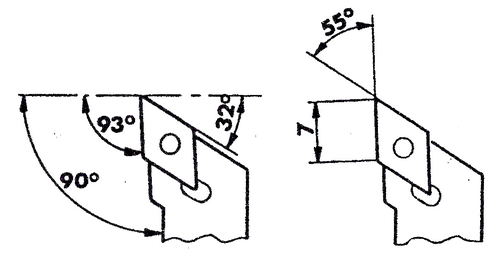
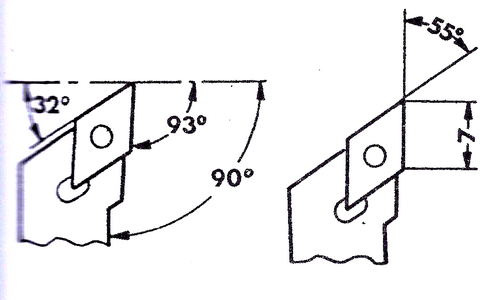
1.)Pravá stranový nôž Pravý stranový nôž môže byť buď s vymeniteľnou platničkou zo spekaného karbidu alebo monolitný nástroj z rýchloreznej ocele. Uhly hrotu a nastavenia umožňujú použiť tento nástroj na rezanie vonkajších valcových plôch, pravých čelných plôch ako aj kužeľových plôch, ktoré nesmerujú do hrotu noža.
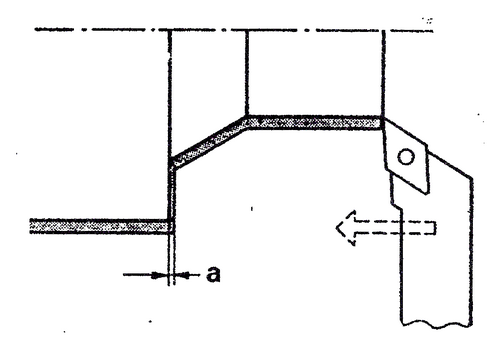
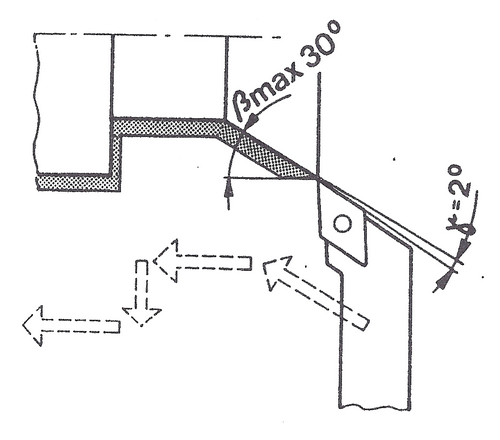
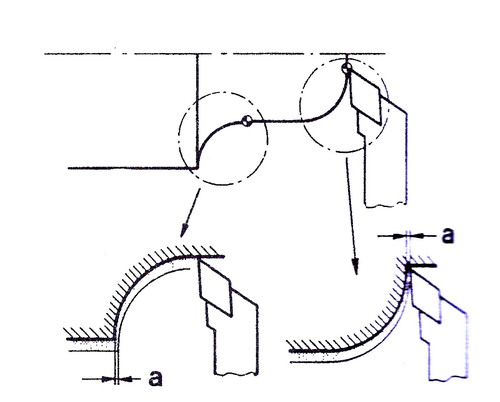
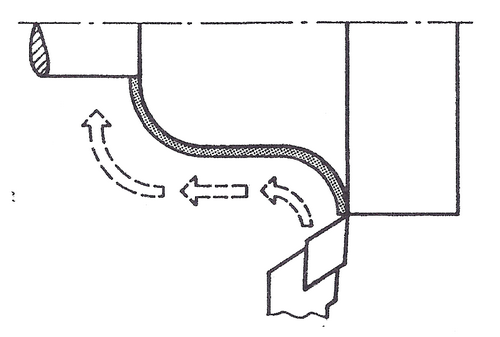
Obr. č.51 (pravý stranový nôž) Obr. č.52 (sústruženie valcových a kúžšľových plôch spravým nožom) Pravý stranový nôž môže vyrábať rôzne plochy na obrobku v rozsahu, ktorý mu fyzicky dovolia hlavné a vedľajšia rezná hrana. Nemôže rezať ľavé čelá a strmé doľava sa zužujúce kúžele. Pri sústruženípravých čelných plôch môže byť s ohľadom na uhol nastavenia hlavnej reznej hrany 93 stupňov maximálny prídavok a = 0,3 mm, pretože podmienky pre prácu noža sú nepriaznivé. Pri sústružení kužeľových vybraní smerujúcich k vretenu a k osi obrobku pravým nožom je limitované uhlom nastavenia vedľajšej reznej hrany 32 stupňov. Preto nôž môže vytvárať kužeľ pod uhlom maximálne 30 stupňov. Pokiaľ je na súčiastke uhol strmší, je nutné použiť ľavý nôž.
Obr. č.53 (sústruženie kužeľových vybraní pravým nožom) Obr. č.54 (sústruženie kruhových oblúkov pravým nožom)
Kruhové oblúky je možné obrábať v rozsahu väčšom ako je jeden kvadrant, je to však limitované podobne ako pri kužeľoch reálnym hrotom nástroja.
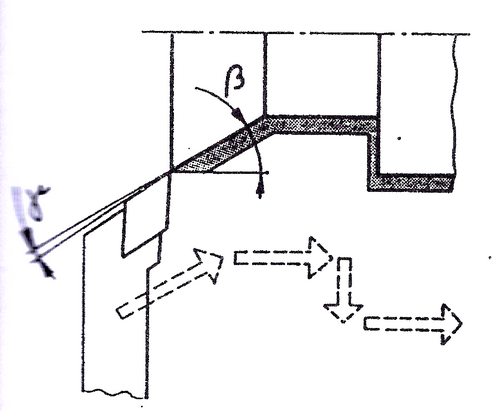
2.) Ľavý stranový nôž Použitie ľavého noža musí byť vždy zdôvodnené existenciou prvkov na súčiastke, ktoré sú iným nástrojom nevyrobiteľné. Je pri ňom treba voliť menšie prierezy rezu, pretože rezné sily pôsobia von z upnutia, resp. do koníka. Pracovné možnosti ľavého stranového noža vyplývajú z dole uvedených obrázkov:
Obr. č.55 (ľavý stranový nôž) Obr. č.56 (sústruženie valcových, kužeľových a čelných plôch ľavým nožom)
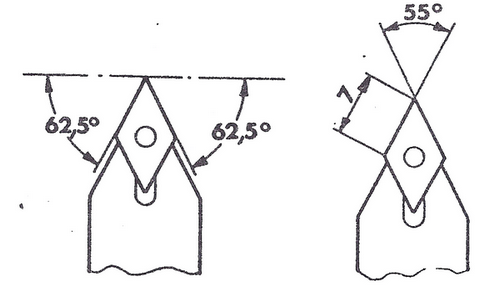
Obr. č.57(sústruženie kúžeľových vybraní ľavým nožom) Obr. č.58 (sústruženie kruhových oblúkov ľavým nožom) 3.) Neutrálny nôž Tento nástroj má reovnaký uhol nastavenia hlavnej a vedľajšej reznej hrany, v našom prípade je to nôž s vymeniteľnou reznou platničkou a uhlami nastavenia 62,5 stupňov. Z obrázkov dole vyplýva, že tento typ noža je vhodný pre výrobu širokého rozsahu plôch, no nemožno to byť v žiadnom prípade čelné plochy a kužele strmšie ako 60 stupňov. Neutrálny nôž s uhlom hrotu a uhlami nastavenia 60 stupňov je možné použiť aj na rezanie metrického závitu.
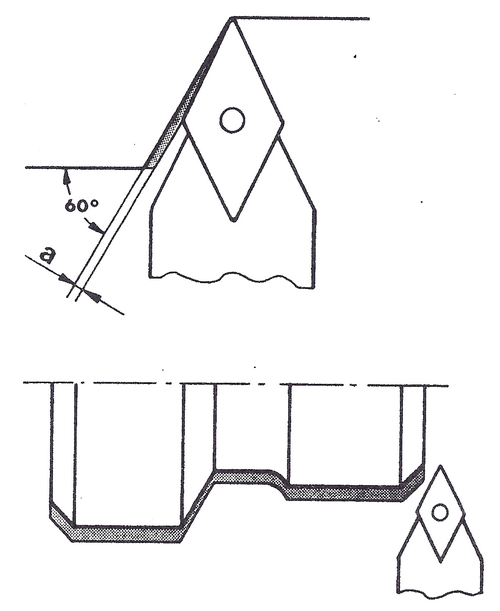
Obr. č.59 (geometria neutrálneho noža) Obr. č.60 (rezanie valcových a tvarových plôch neutrálnym nožom) 4.) Závitorezný pravý vonkajší nástroj Na rezanie vonkajších metrických nástrojov je možné použiť nástroj s vymeniteľnou platničkou zo SK alebo neutrálny nástroj z RO. Hrot musí mať negatívny tbar profilu závitu.
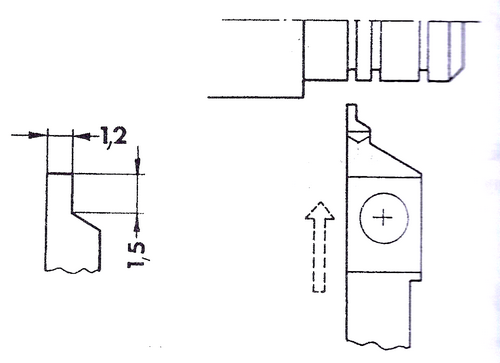
Obr. č.61 (závitorezný nástroj) Obr. č.62 (zapichovací nôž)
5.) Zapichovací nôž Dôležitým parametrom tohto nástroja je šírka hlavnej hrany, ktorá určuje minimálnu šírku zápichu, ktorú sme schopní vyrobiť. S použitím zapichovacieho cyklu je možné vyrobiť zápichy rovnakej alebo väčšej šírky reznej hrany. Hĺbka zápichu musí byť menšia ako je vyloženie zapichovacieho noža. Použiť možno nože s rôznymi konštrukčnými riešeniami.
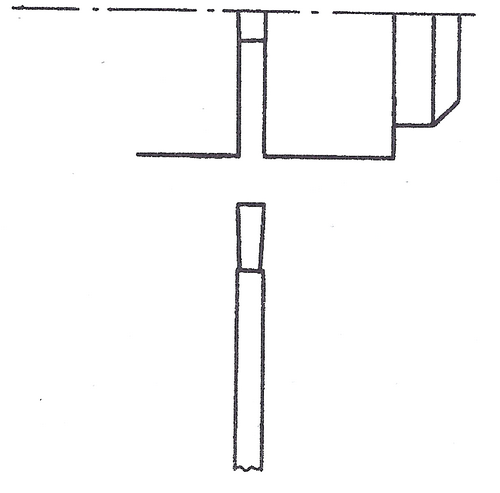
6.) Upichovací nástroj Nôž so šírkou 3 až 5 mm (podľa potrebnej veľkosti), vyloženie musí byť väčšie ako polomer upichovaného obrobku.
Obr. č.63 (upichovací nôž) Obr. č.64 (nástroj na výrobu vnútorných plôch)
7.) Vnútorný nôž Na výrobu valcových otvorov používame osové nástroje. Do nástrojovej hlavy daného stroja môžeme upnúť maximálne 4 osové nástroje. Pre prípad tvarových otvorov je nutné vrtákom vyrobiť otvor s minimálnym priemerom tvarového otvoru a navrhnúť vnútorné nože, ktoré sú schopné uskutočniť výrobu požadovaných vnútorných plôch.
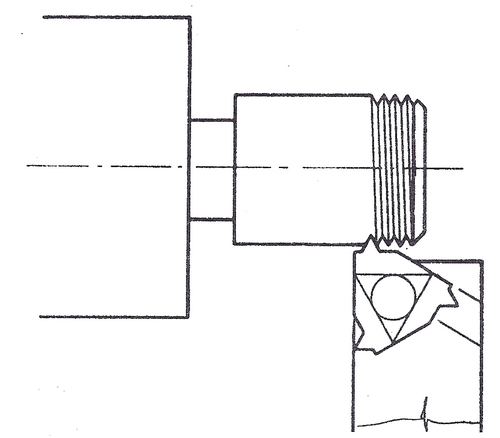
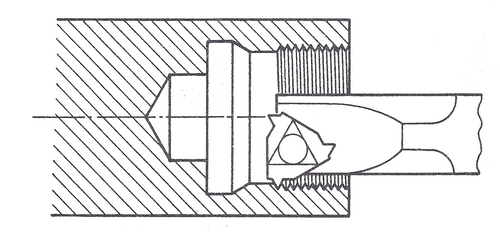
8.) Závitorezný vnútorný pravý nôž Pre rezanie vnútorného závitu je potrebné vyrobiť otvor, ktorého priemer sa rovná malému priemeru závitu. Otvor treba obvykle vopred pripraviť tak, aby mal závitorezný nástroj výbeh z rezu.
Obr. č.65 (nástroj na rezanie vnútorného závitu)
Zoraďovanie nástrojov Pred prácou na stroji je potrebné urobiť zoradenie nástrojov. S ohľadom na veľmi jednoduchý systém automatickej výmeny, ktorý nepoužíva jednotné držiaky, ale do nástrojovej hlavy sa vkladajú priamo jednotlivé nože, nepoužíva sa systém zoraďovania nástrojov mimo stroj. Zoraďovanie nástrojov sa robí priamo na stroji po upevnení jednotlivých nástrojov do hlavy. Pre tento účel je na katedre v príslušenstve Emca optický zoraďovací prístroj, pomocou ktorého môžme zivzájomnúhodnotu hrotov nástrojov.
Žilinská univerzita v Žilinehttp://www.uniza.sk/menu/inc.asp?ver=SK Strojnícka fakultaKatedra automatizácie a výrobných systémove-learning |
|
|
|