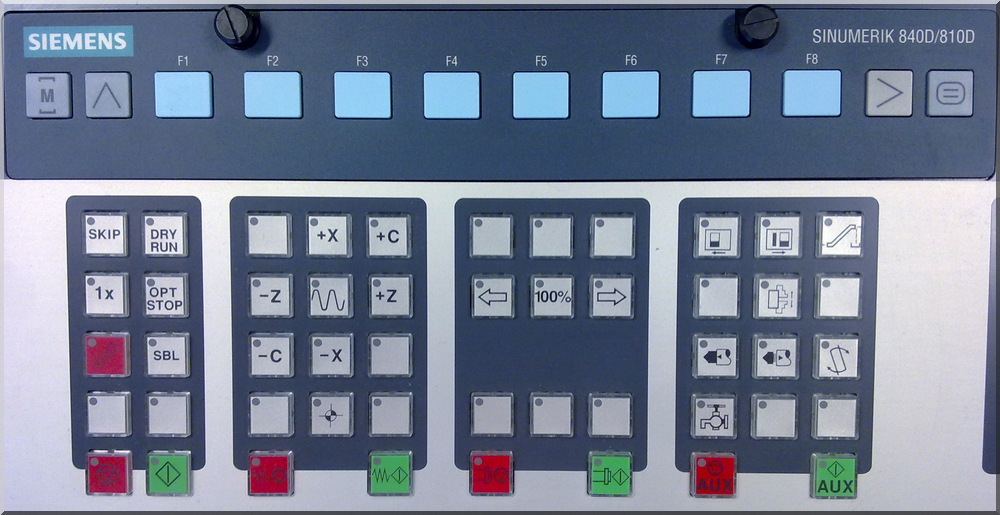
Obr. č.70 (ovládací panel od Siemensu)
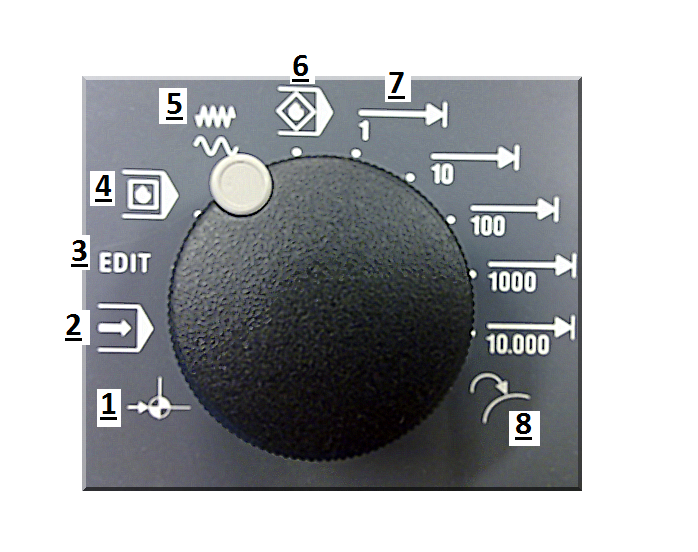
Obr. č.71 (prepínacie tlačidlo pre prácu v rôznych režimov)
1.) Návrat do referenčného bodu
Nájazdom suportu na referenčný bod sa synchronizuje riadenie so
strojom. Táto činnosť je povinná pri každom spustení stroja. Referenčný bod je v
pravom hornom rohu pracovného priestoru stroja. Nájazd zrealizujeme nasledovne:
· Prepínač nastavíme na polohu (alebo Alt+F8 na
počítači).
· Stlačíme smerové tlačidlo –X, alebo +X, aby
nájazd na referenčný bod prebehol v príslušnej osi, rovnako tak v osi Z.
· Pomocou
klávesy „Ref all“ sa automaticky prevedie nájazd na referenčné body vo
všetkých osiach (počítačová klávesnica).
POZOR na
prekážky v pracovnom priestore!
(upínacie zariadenia, upnuté obrobky a pod.).
2.)
AUTOMATIC – automatický režim
Automatický
priebeh NC programu. Tu je možné programy navoliť, naštartovať, korigovať,
ovplyvňovať (napr. krok po kroku) a spúšťať ich priebeh.
Podmienky
pre spustenie programu:
· Nájazd na
referenčný bod
· Je
načítaný NC program (partprogram)
· Nutné
korekčné hodnoty (posunutie nulového bodu, korekcie nástroja) sú zadané a
skontrolované
· Je
aktivované bezpečnostné blokovanie (napr. ochranné dvere sú uzavreté)
· Prepínačom
je nastavený režim - AUTOMAT
Možnosti v
automatickom pracovnom režime:
· Korekcia
programu
·
Vyhľadávanie programových viet
· Prepis
pamäti
·
Ovplyvňovanie programu
Spustenie automatického
behu programu sa zrealizuje tlačidlom .
3.) EDIT Vstup do
editácie programu
4.) MDA –
poloautomatický režim
V pracovnom
režime MDA (Manual Data Automatic) je možné napísať NC program v editore a ihneď
spustiť jeho priebeh bez prepínania medzi režimami. Riadenie stroja uskutoční
zadané vety po stisnutí tlačidla . Režim MDA sa taktiež používa na roztočenie
vretena príkazom M3 (M4) a na zadanie otáčok S... pri sústružení v ručnom
režime. Pre priebeh MDA – programu sú nutné rovnaké podmienky ako u
automatického režimu.
5.) Ručný režim
V tomto
režime môžeme ručne ovládať stroj. Môžeme ručne narábať s nástrojom pomocou
smerových tlačidiel –X, +X, -Z, +Z.
Postup
ovládania:
· Prepínač
nastavíme do polohy (alebo Alt+F1 na počítači).
· Kľúčový
prepínač prepneme do polohy . Pri nastavení prepínača, alebo pri otvorených
dverách je potrebné jednou rukou držať stlačené tlačidlo , inak sa pohyb
neuskutoční.
· Pomocou
tlačidiel –X, +X, -Z, +Z sa osi pohybujú odpovedajúcim smerom po dobu ich
stlačenia.
· Rýchlosť
posuvu nastavíme pomocou korekčného prepínača posuvu. Ak stlačíme súčasne
tlačidlo , budú sa sane posúvať rýchlo posuvom.
· Ak chceme
sústružiť v ručnom režime (napr. zarovnať čelo), je potrebné roztočiť vreteno
požadovanými otáčkami. Roztočenie vretena otáčkami 2000/min urobíme v režime MDA,
kde v editore napíšeme vetu: M4 S2000 a stlačením tlačidla sa vreteno roztočí.
6.) Teach In
Môžeme
zhotovovať programy v spolupráci so strojom.
7.) Krokovať pohyb
Môžeme
krokovať pohyb nástroja pomocou smerových tlačidiel –X, +X, -Z, +Z. Podľa polohy
prepínača znamená jedno stlačenie smer. tlačidla:
1 1/1000 mm
10 1/100 mm
100 1/10 mm
1000 1 mm
10000 10 mm
Rýchlosť
prevedenia kroku nastavíme pomocou korekčného prepínača posuvu. Pri súčasnom
stlačení tlačidla pôjdu sane rýchlo posuvom.
8.)Repos
Spätné
polohovanie. Po prerušení programu v automatickom režime (napr. kvôli meraniu)
sa môže nástroj v režime JOG odkloniť od kontúry. Riadenie v tomto prípade uloží
súradnice miesta prerušenia a v okne dosiahnutých hodnôt sa ukáže rozdiel
odklonenej dráhy v JOG ako Repos – posunutie. Príjazd nástroja automaticky späť
na miesto prerušenia:
· Prepínač
nastavíme na polohu (alebo pomocou funk. tlač.)
· Pomocou
tlačidiel –X, +X, -Z, +Z sa nastavia osi na príslušné súradnice miesta
prerušenia.
· Rýchlosť posuvu
nastavujeme pomocou korekčného prepínača posuvu.
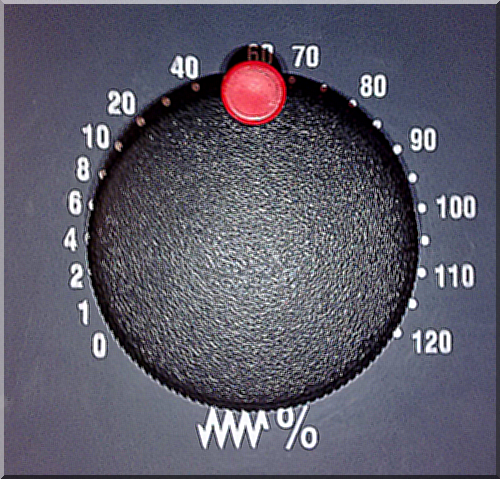
Obr. č.72 (prepínacie tlačidlo pre nastavenie korekcií)
Žilinská univerzita v Žiline
http://www.uniza.sk/menu/inc.asp?ver=SK
Strojnícka fakulta
http://fstroj.uniza.sk/
Katedra automatizácie a
výrobných systémov
http://kavs.uniza.sk/
e-learning
http://vzdelavanie.uniza.sk/vzdelavanie/ |
