|
|
|
|
Žilinská univerzita v Žiline Katedra automatizácie a výrobných systémov Univerzitná 8215/1 010 26 Žilina
|
FRÉZOVANIE
Základné spôsoby frézovania Valcové frézovanie - sa uplatňuje najmä pri práci s valcovými a tvarovými frézami. Zuby frézy sú vytvorené po obvode nástroja, hĺbka rezu ap sa nastavuje kolmo na os frézy a na smer posuvu. Hrúbka rezu h pri valcovom frézovaní je premenná veličina. Os otáčania nástroja je rovnobežná s obrábanou plochou. Valcové frézovanie sa ďalej delí na:
Valcové frézovanie a) Súhlasné frézovanie b)Nesúhlasné frézovanie Z hľadiska trvanlivosti reznej hrany je výhodnejšie frézovať súhlasne, pri ktorom rezný klin začne odoberať maximálnu hrúbku triesky. Nemusí teda platiť zákon minimálnej hrúbky triesky, ktorý hovorí, že trieska sa oddelí vtedy, ak sa hrúbka h rovná alebo je väčšia ako polomer reznej hrany rn. V prípade nesúhlasného frézovania sa rezný klin kĺže na určitom úseku dráhy po ploche, vytvorenej predchádzajúcim zubom frézy. Pri výbere spôsobu frézovania (súhlasné alebo nesúhlasné) treba brať do úvahy okrem možnosti použitia stroja aj materiál obrobku. Pri súhlasnom frézovaní povrchová vrstva kovaného a odlievaného obrobku znižuje trvanlivosť frézy. Čelné frézovanie - rezné hrany sú rozčlenené na čele nástroja, čiže na ploche kolmej na os frézy a čiastočne aj na valcovom obvode. Os otáčania frézy je kolmá na obrobenú plochu.
Čelné frézovanie Podľa smeru hlavného pohybu a posuvu možno čelné frézovanie rozdeliť na :
Podľa polohy osi otáčania frézy voči obrábanej ploche na:
Okružne frézovanie - pri tomto druhu frézovania má obrobok rotačný tvar a nástrojom je obyčajne frézovacia hlava, ktorá je osadená niekoľkými nožmi. Os otáčania nožovej hlavy je buď vo vnútri obrobku (vnútorné frézovanie), alebo mimo obrobku (vonkajšie frézovanie). Okružne frézovania sa využíva napr. pri obrábaní závitov, kedy produktivita je niekoľkokrát vyššia ako pri sústružení, pri obrábaní dlhých valcových tyčí atď. Pri obrábaní tyčí vykonáva hlava väčšinou rotačný a posuvný pohyb, pri rezaní závitov len rotačný pohyb. Ďalšie pohyby vykonáva obrobok.
Okružne frézovanie vonkajšie
Planétové frézovanie - sa uplatňuje najmä pri číslicovo riadených frézkach a obrábacích centrách vybavených kruhovou interpoláciou. Pohyb frézy môže byť potom riadený po kružnici, takže obrábať časti, alebo celé rotačné plochy. Toto frézovanie sa využíva pri frézovaní vnútorných zápichov, kruhových zaoblení, vonkajších valcových výstupkov, väčších otvorov a čelných plôch.
Planétové frézovanie
Frézovacie nástroje - frézy Vzhľadom na mnohostranné uplatnenie frézovania v strojárskej výrobe a na veľký rozsah technológií frézovania sa v súčasnosti používa mnoho typov fréz. Frézy sú viacklinové, niekedy aj tvarovo zložité nástroje, s pravidelným usporiadaním rezných klinov na valcovej, kužeľovej, čelnej, tvarovej ploche, a preto sú vysoké požiadavky na ich geometriu. Obyčajne sa volí uhol čela 10° až 40°, uhol chrbta 10° až 20°. Pri zábere zubu frézy vznikajú rázy a tým aj nebezpečenstvo vylamovania reznej hrany. Preto sa volí taká geometria, aby sa záber uskutočnil mimo reznej hrany. Rezná hrana sa tiež spevňuje negatívnou fazetkou. Používa sa nasledujúca geometria:
Vzhľadom na technologické uplatnenie je možné frézy rozdeliť do skupín. Podľa plôch, na ktorých leží rezná hrana, poznáme frézy:
Základné typy fréz a) valcová fréza, b) uhlová fréza, c) kotúčová fréza, d) čelná fréza, e) frézovacia hlava, f) tvarová fréza, g) stopková čelná valcová fréza, h) kopírovacia fréza, i) drážkovacia fréza Podľa spôsobu výroby zubov poznáme frézy:
Podľa pomeru počtu zubov poznáme frézy:
Podľa priebehu reznej hrany poznáme frézy:
Podľa spôsobu upnutia:
Podľa počtu dielov, z ktorých sa fréza skladá:
Podľa nástrojového materiálu zubov sa rozlišujú: frézy z rýchloreznej ocele, spekaných karbidov, cermetov, reznej keramiky, KNB a PKD. Upínanie nástrojov Upínanie fréz musí zabezpečiť spoľahlivé prenášanie krútiaceho momentu , dostatočnú tuhosť a pevnosť upnutia, jednoduchú a rýchlu výmenu nástroja. Nástroj sa nesmie nárazmi a chvením vzniknutým pri práci uvoľňovať. Upnutie nástroja je tým tuhšie, čím je nástroj bližšie k hlavnému ložisku vretena stroja. Spôsoby upínania fréz závisia od ich konštrukcie. Krútiaci moment sa z vretena na upínací element prenáša vretenom s vnútorným strmým kužeľom, unášacími kameňmi priskrutkovanými v drážkach čelnej plochy vretena. Valcové nástrčné frézy sa upínajú na frézovací tŕň. Do vretena sa upínajú kužeľovou stopkou a krútiaci moment sa prenáša perom. Poloha frézy sa zaisťuje rozpernými krúžkami. Menšie nástroje s valcovou a kužeľovou stopkou upíname do upínacích puzdier a redukčných puzdier - vložiek. Redukčné vložky používame, keď kužeľ vretena a upínacieho prvku nie je zhodný. Čelné nástrčné a stopkové frézy, ako aj frézovacie hlavy sa upínajú krátkymi stopkami letmo do vretena stroja. Stopky majú majú kužeľ metrický, Morse alebo kužeľ strmý 1:3,5. Prvé dva sú samosvorné, krútiaci moment prenášajú priamo z vretena do nástroja. Pri strmom kuželi sa krútiaci moment prenáša pomocou drážok v prírube na čele stopky. Frézovacie hlavy veľkých priemerov sa spravidla upínajú skrutkami na čelnú plochu vretena. Upínanie obrobkov Vzhľadom na počet súčasne zaberajúcich zubov je výsledná rezná sila pri frézovaní pôsobiaca na obrobok značná. Periodicky sa meniaca veľkosť tejto sily môže pri nesprávnom upnutí vyvolať chvenie, ktoré nepriamo pôsobí na kvalitu a presnosť obrobeného povrchu, takisto môže dôjsť k jeho uvoľneniu počas práce. Upnutie obrobku pri frézovaní má spĺňať nasledujúce zmeny:
Obrobky pri frézovaní upíname:
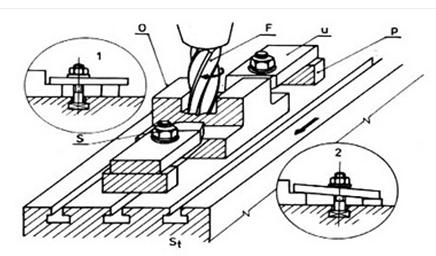
Upínanie pomocou úpiniek: 1- správne upnutie, 2- nesprávne upnutie (O- obrobok, F- fréza, U- úpinka, p- podložka, S- upínacia skrutka s maticou, St- stôl frézovačky) Ostrenie fréz Hospodárnosť frézovania závisí nielen od voľby vhodného nástroja, ale i od spôsobu jeho údržby, hlavne ostrenia. Po dosiahnutí určitej miery otupenia sa fréza musí ostriť. Od kvality ostrenia závisí trvanlivosť nástroja, ako aj kvalita obrobeného povrchu. Podmienky pri ostrení sú dané spôsobom ošetrenia, druhom a tvarom brúsneho kotúča, chladením a podobne. Hĺbka rezu na jeden záber pri ostrení valcových a čelných fréz má byť 0,05 až 0,07mm, pri brúsení drážkovacích fréz s rezným materiálom zo spekaných karbidov 0,01 až 0,04mm. Technologické možnosti frézovania
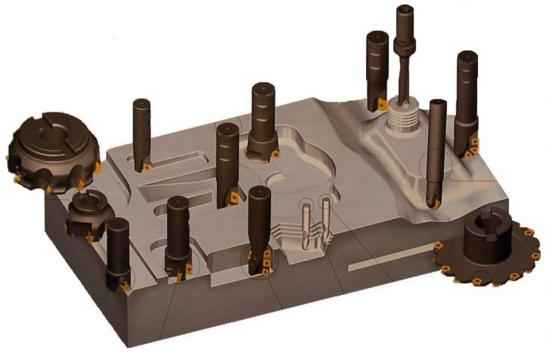
Možnosti frézovanie rôznymi druhmi fréz Rezné podmienky pri frézovaní Vzájomný pohyb obrobku a nástroja voláme rezným pohybom. Zvyčajne pozostáva z hlavného pohybu a posuvu. Rýchlosť hlavného rezného pohybu bodu najviac vzdialeného od osi otáčania, v praxi voláme reznou rýchlosťou:
kde: D- priemer frézy v mm, n- frekvencia otáčania frézy v min-1 Základnou jednotkou posuvného pohybu je:
kde z- počet zubov frézy. Rýchlosť posuvu sa vypočíta podľa vzťahu:
kde: z- počet zubov frézy, n- otáčky za minútu, fn- posuv na otáčku, fz- posuv na zub Hĺbka rezu ap je daná hrúbkou odfrézovanej vrstvy materiálu pri jednom zábere frézy. |