


|
|
|||||||||||||||||||||||||||||||||
|
Žilinská univerzita v Žiline Katedra automatizácie a výrobných systémov Univerzitná 8215/1 010 26 Žilina |
NÁSTROJOVÝ SYSTÉM Opotrebovanie a trvanlivosť nástroja Rezný nástroj môže hospodárne pracovať iba dovtedy, pokiaľ rezný klin má vhodný tvar, určený jeho geometriou. Pri obrábaní vplyvom trenia funkčných plôch rezný klin stráca pôvodný tvar, pretože sa z neho odoberá materiál. Proces opotrebovania nástroja je veľmi zložitý dej, ktorý závisí od mnohých fyzikálnych faktorov (mechanické vlastnosti obrábaného a nástrojového materiálu, druh obrábania, geometria nástroja, pracovné podmienky, rezné prostredie, atď.) pričom počas jeho priebehu pôsobí mnoho odlišných fyzikálno-chemických javov (mechanizmov opotrebovania). K základným mechanizmom opotrebovania patrí: Abrazívne opotrebovanie- spôsobuje brúsny oter tvrdých čiastočiek materiálu obrobku o nástroj. Adhézne opotrebovanie- sa dá vysvetliť ako pevné spojenie materiálu nástroja a obrobku pri vysokých tlakoch a teplotách na stykových plochách (tvorenie nárastku) chemickej príbuznosti materiálov a kovovo čistých styčných povrchov. Tento mechanizmus opotrebovania prebieha pri stredných rezných rýchlostiach. Difúzne opotrebovanie- vzniká pri vysokej teplote rezania (nad 800 °C), čiže pri vysokých rezných rýchlostiach, kedy nastáva difúzia prvkov z nástroja do triesky a z triesky do nástroja, čím klesá pevnosť povrchových vrstiev nástroja a opotrebovanie sa zintenzívňuje. Reznosť nástroja- je schopnosť nástroja udržať si pôvodný tvar po dobu trvanlivosti T. Reznosť závisí od:
Základný zákon rezania hovorí, že najväčší vplyv na trvanlivosť nástroja má rezná rýchlosť, menší posuv a najmenší hĺbka rezu. Vlastnosti materiálu obrobku majú značný vplyv na veľkosť hospodárneho úberu. Súhrn vlastností, ktoré komplexne určujú, ako ľahko a s akým výsledkom sa daný materiál obrába (s akou intenzitou sa otupuje nástroj, aká práca je potrebná na oddelenie triesky, aká drsnosť povrchu sa dosiahne obrábaním) sa nazýva obrábateľnosť materiálu. Pri voľbe rezných podmienok obrábania rôznych materiálov treba teda vychádzať z charakteristiky, ktorá zohľadňuje materiál a rezné podmienky. Takouto charakteristikou je obrábateľnosť materiálu. Nástrojový rezný materiál je dôležitým faktorom, ktorý vplýva na efektívnosť obrábania. Správnou voľbou rezného materiálu zabezpečíme nielen technologické požiadavky, ale tiež požadovanú kvalitu súčiastok, hospodárnosť výroby a maximálnu produktivitu. Vlastnosti rezného materiálu ovplyvňujú kvalitu rezného nástroja. Vzhľadom na podmienky pri obrábaní musí rezný materiál spĺňať celý rad podmienok:
Pre metódy rezania platí, že rezný materiál musí mať o 4 až 5 HRC vyššiu tvrdosť ako materiál obrobku. S rozvojom nových, prevažne ťažko obrábateľných materiálov, nastáva rozvoj nových rezných materiálov so špecifickými vlastnosťami, akými sú:
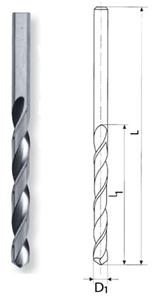
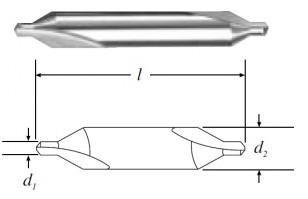
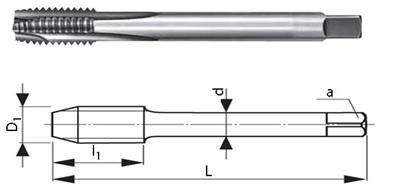
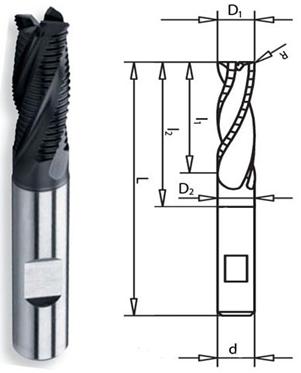
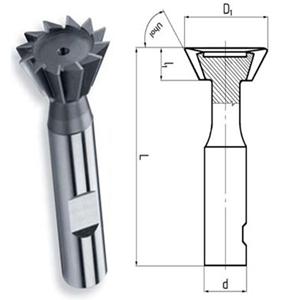
Nástroje dodávané k frézovačke EMCO Concept Mill 105, prípadne s možnosťou doobjednania
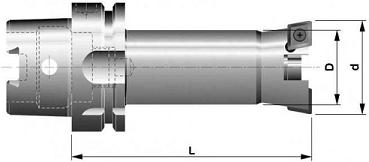
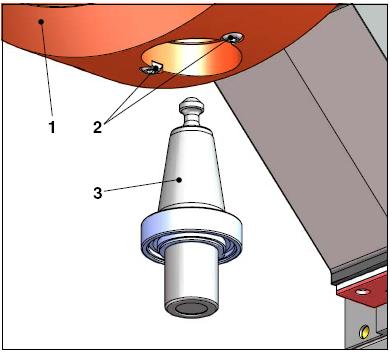
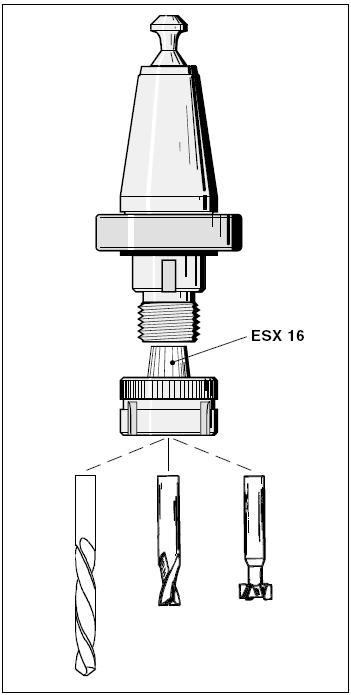
Systém upínania nástrojov Výmena nástroja sa vykonáva počas CNC programu automaticky. Nástrojový bubon (1) je opatrený nástrojovou logikou, vždy vyberie najkratšiu cestu natáčania bubna. Takže čas na zmenu nástroja je znížený na minimum. Počet nástrojov upnutých na bubne je 10. Pri výmene nástrojov bubna frézovacia hlava prechádza do hornej úvrate. Frézovacia hlava ďalej prechádza pokiaľ nástroj dosiahne koncovú polohu. Potom je držiak nástrojov prepustený do vretenníka. Teraz je nástrojový bubon otočený do požadovanej polohy (smer logiky). Prejde frézovacou hlavou znovu dolu a tým je držiak nástrojov s novým nástrojom prepustený. Celý postup výmeny nástroja je ovládaný pomocou koncových spínačov. Upínanie fréz musí zabezpečiť spoľahlivé prenášanie krútiaceho momentu, dostatočnú tuhosť a pevnosť upnutia, jednoduchú a rýchlu výmenu nástroja. Nástroj sa nesmie nárazmi a chvením pri práci uvoľňovať. Upnutie nástroja je tým tuhšie, čím je nástroj bližšie k hlavnému ložisku vretena stroja. Spôsoby upínania fréz závisia od ich konštrukcie. Krútiaci moment sa z vretena na upínací element prenáša vretenom s vnútorným strmým kužeľom a unášacími kameňmi priskrutkovanými v drážkach čelnej plochy vretena. Obrábacie nástroje sú upevnené na držiaku nástroja. Vrtáky, frézy čapové a profilové frézy sú upínané sťahovaním pomocou klieštín do držiaka klieštiny, puzdra. Stopkové frézy a kotúčové frézy sú namontované na konci puzdra. Závitníky sa upínajú do špeciálnych uzáverových držiakov s pozdĺžnou kompenzáciou. Montáž držiaka nástrojov v nástrojovom bubne
Montáž držiaka nástrojov Upínací držiak Vrtáky, stopkové frézy a tvarové frézy sa upínajú do upínacieho držiaka. Upínacie držiaky a klieštiny musia byť ľahko naolejované pred a po použití.
Montáž držiaka
Upínací držiak Montáž držiaka:
Demontáž držiaka:
Upínanie nástroja do klieštiny
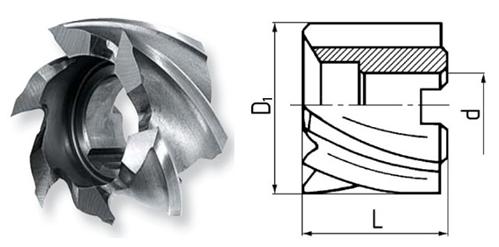
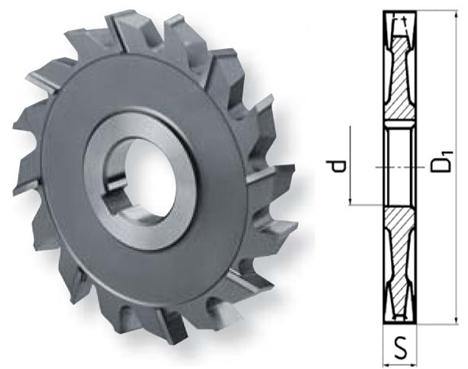
Upínanie nástroja do upínacieho držiaka Upínanie nástrčných a kotúčových fréz Nástrčné a kotúčové frézy sa upínajú z čelnej strany nástroja. Pre kompenzáciu šírky frézy sa využívajú puzdra, ktoré vkladajú do otvoru frézy a spolu sú nasádzané na hriadeľový koniec upínacieho držiaka. Puzdra sú dodávané spolu s tvarovým kľúčom slúžiacim pre zaskrutkovanie upínacej skrutky.
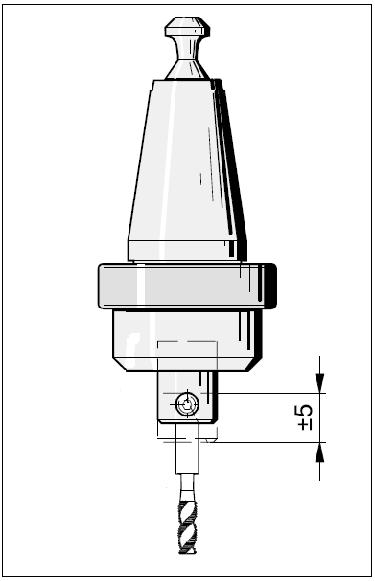
Upínanie závitníkov Závitník nie je upnutý v držiaku klieštiny, ale v nadstavci držiaka. Nadstavec držiaka má dĺžkovú kompenzáciu 10mm (± 5mm). Rozlišujeme štyri druhy závitníkov podľa veľkosti závitu pod označením M2, M3, M4 a M5 - M8.
Video názornej ukážky výmeny nástroja v nástrojovom bubne:
Korekcia nástroja Korekcia dĺžky nástroja pôsobí kolmom k pracovnej rovine. Hlavné použitie pri vertikálnom frézovaní (dĺžka nástroja v osi Z). Dĺžková korekcia nástroj posunie nulový bod nástroja zo vzťažného bodu nástrojového otvoru (N) na špičku nástroja. Všetky polohové údaje sa tak vzťahujú ku špičke nástroja. Bod upnutia nástroja N sa u väčšiny fréz nachádza v strede čelnej plochy konca vretena.
Dĺžková korekcia nástroja Odmeriavanie nástrojov
Odmeriavanie dĺžky nástrojov
|
||||||||||||||||||||||||||||||||