

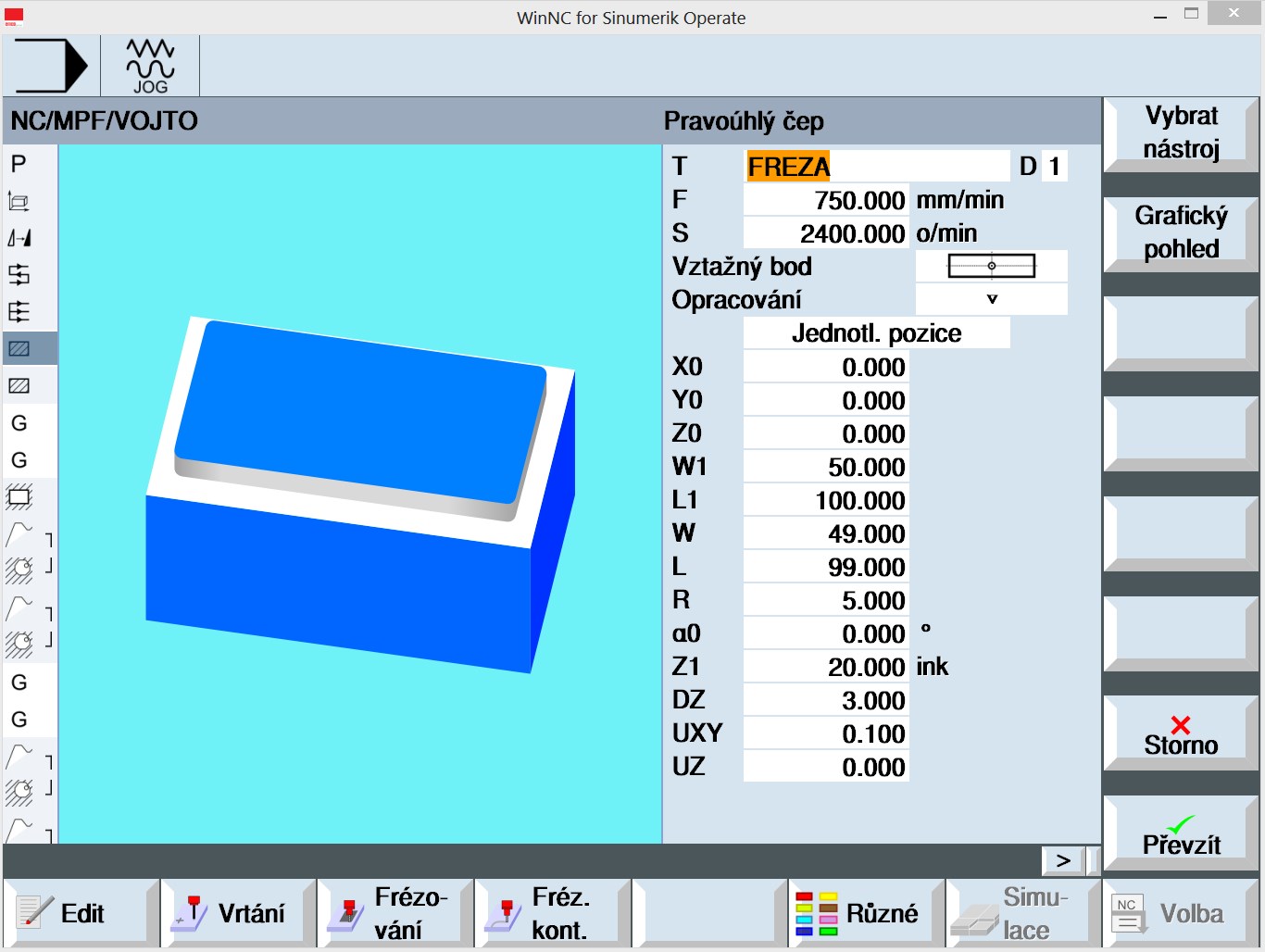
Pravouhlý čap

Popis cyklu:
| 1.Nástroj sa presunie rýchloposuvom (G0) do výšky roviny spätného pohybu a do bezpečnej vzdialenosti. Počiatočný bod leží vždy na kladnej osi X a pootočený o α0. |
|
2.Nástroj bočne príde posuvom obrábania na kontúru čapu v polkruhu. Ako prvé sa vykoná prísuv do hĺbky obrábania, potom pohyb v rovine. Obrába sa podľa naprogramovaného smeru (súsledne nesúsledne) a to v smere alebo proti smere hodinových ručičiek.
|
|
3.
|
| 4.Ak bol čap už raz prejdený, nástroj opustí kontúru v polkruhu a vykoná sa prísuv do ďalšej hĺbky obrábania. |
| 5.Znovu nadíde nástroj na pravouhlý čap v polkruhu a uskutoční sa jeden obeh. Tento cyklus pokračuje dovtedy, kde bude dosiahnutá naprogramovaná hĺbka čapu |
| 6.Nástroj sa rýchloposuvom (G0) vráti späť do bezpečnej vzdialenosti. |
|
Parameter |
Popis |
Jednotka |
|
T |
Názov nástroja |
|
|
D |
Číslo hrotu |
|
|
F |
Posuv |
mm/ot mm/min |
|
S / V |
Otáčky vretena alebo konštantná rezná rýchlosť |
ot/min m/min |
|
Vzťažný bod |
Stred Vľavo dole Vpravo dole Vľavo hore Vpravo hore
|
|
|
Opracovanie |
skosenie hrán |
|
|
Poloha obrábania |
Individuálne poloha Frézovanie pravouhlého čapu do naprogramovanej polohy (X0, Y0,Z0) Polohový vzor Frézovanie pravuhlého čapu podľa jeho polohového vzoru. |
|
|
X0 Y0 Z0 |
Polohy sa vzťahujú ku vzťažnému bodu: iba u individuálnej voľby Vzťažný bod v X,Y a Z |
|
|
W |
Šírka čapu |
mm |
|
L |
Dĺžka čapu |
mm |
|
R |
Polomer zaoblenia hrotu |
mm |
|
α0 |
Uhol natočenia |
|
|
Z1 |
Hĺbka čapu (absolútne) alebo hĺbka vztiahnutá k Z0 (inkrementálne) |
mm |
|
UXY |
Rozmer obrobenia roviny načisto na dĺžku (L) pravouhlého čapu a šírky (W). Menší pravouhlý čap získame tak, že sa cyklus vyvolá ešte raz a naprogramuje sa so zmenšeným rozmerom obrobenia načisto. |
mm |
|
UZ |
Rozmer obrobenia hĺbky načisto |
mm |
|
W1 |
Šírka surového kusu čapu |
mm |
|
L1 |
Dĺžka surového kusu čapu |
mm |
|
FS |
Šírka skosenia hrán |
mm |
|
ZFS |
Hĺbka zanorenia hrou nástroja (iba u skosenia hrán) |
mm
|

 hrubovanie
hrubovanie obrobenie načisto
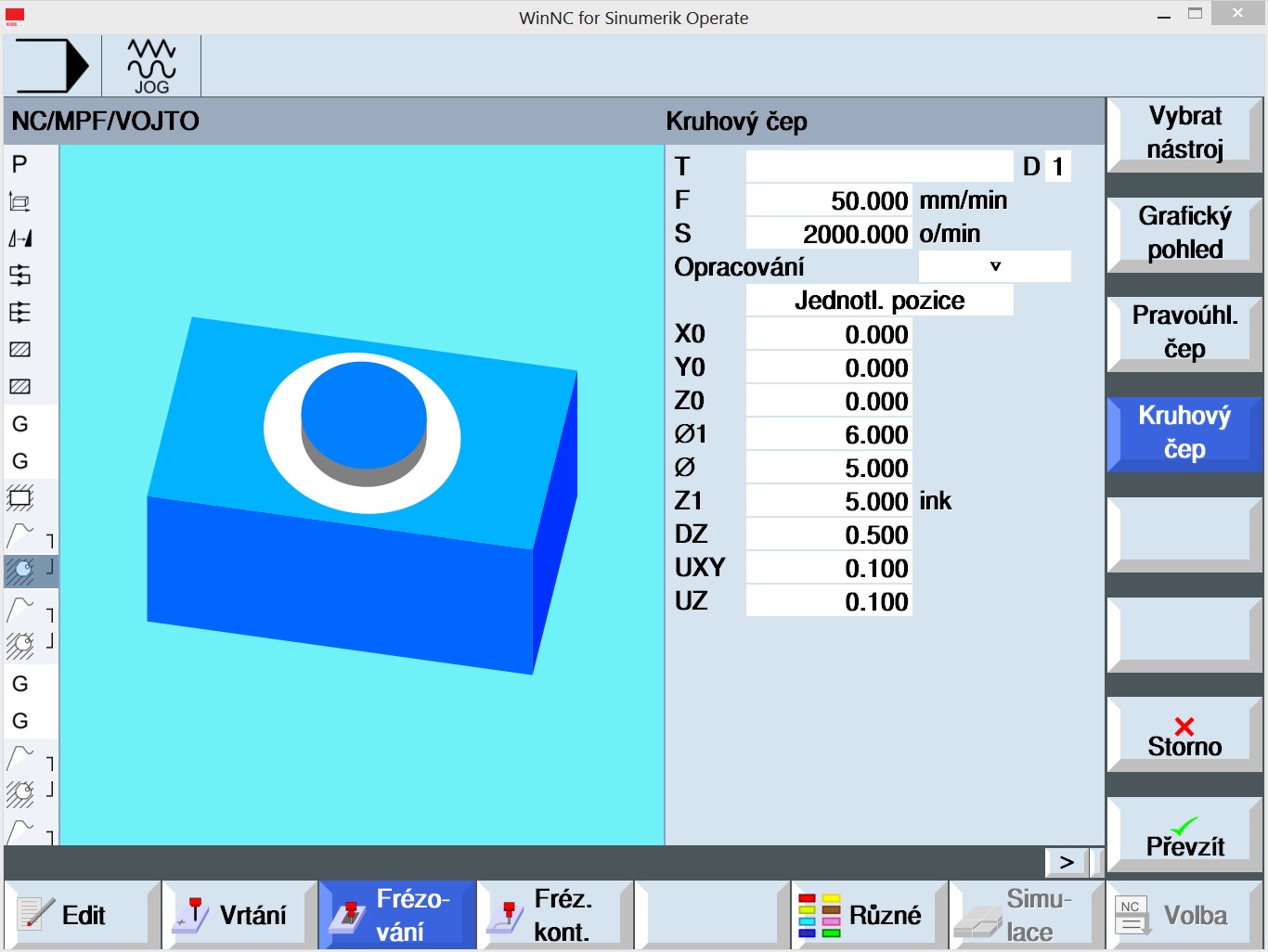
obrobenie načistoKruhový čap

Popis cyklu:
|
1.Nástroj sa presunie rýchloposuvom (G0) do výšky roviny spätného pohybu a do bezpečnej vzdialenosti. Počiatočný bod leží vždy na kladnej osi X.
2.Nástroj bočne príde posuvom obrábania na kontúru čapu v polkruhu. Ako prvé sa vykoná prísuv do hĺbky obrábania, potom pohyb v rovine. Obrába sa podľa naprogramovaného smeru (súsledné/nesúsledné) a to v smere alebo proti smere hodinových ručičiek.
3.
4.Ak bol čap už raz prejdený, nástroj opustí kontúru v polkruhu a vykoná sa prísuv do ďalšej hĺbky obrábania.
5.Znovu nadíde nástroj na kruhový čap v polkruhu a uskutoční sa jeden obeh. Tento cyklus pokračuje dovtedy, kde bude dosiahnutá naprogramovaná hĺbka čapu.
6.Nástroj sa rýchloposuvom (G0) vráti späť do bezpečnej vzdialenosti.
|
|
Parameter |
Popis |
Jednotka |
|
T |
Názov nástroja |
|
|
D |
Číslo hrotu |
|
|
F |
Posuv |
mm/ot mm/min |
|
S / V |
Otáčky vretena alebo konštantná rezná rýchlosť |
ot/min m/min |
|
Opracovanie |
skosenie hrán |
|
|
Poloha obrábania |
Individuálne poloha Frézovanie kruhového čapu do naprogramovanej polohy (X0, Y0,Z0) Polohový vzor Frézovanie kruhového čapu podľa jeho polohového vzoru. |
|
|
X0 Y0 Z0 |
Polohy sa vzťahujú ku vzťažnému bodu: iba u individuálnej voľby Vzťažný bod v X,Y a Z |
|
|
∅ |
Priemer čapu |
mm |
|
R |
Polomer zaoblenia hrotu |
mm |
|
α0 |
Uhol natočenia |
|
|
Z1 |
Hĺbka čapu (absolútne) alebo hĺbka vztiahnutá k Z0 (inkrementálne) |
mm |
|
UXY |
Rozmer obrobenia roviny načisto na dĺžku (L) kruhového čapu a šírky (W). Menší rozmer kruhového čapu získame tak, že sa cyklus vyvolá ešte raz a naprogramuje sa so zmenšeným rozmerom obrobenia načisto. |
mm |
|
UZ |
Rozmer obrobenia hĺbky načisto |
mm |
|
∅1 |
Priemer surového kusu čapu |
mm |
|
FS |
Šírka skosenia hrán |
mm |
|
ZFS |
Hĺbka zanorenia hrou nástroja (iba u skosenia hrán) |
mm |