
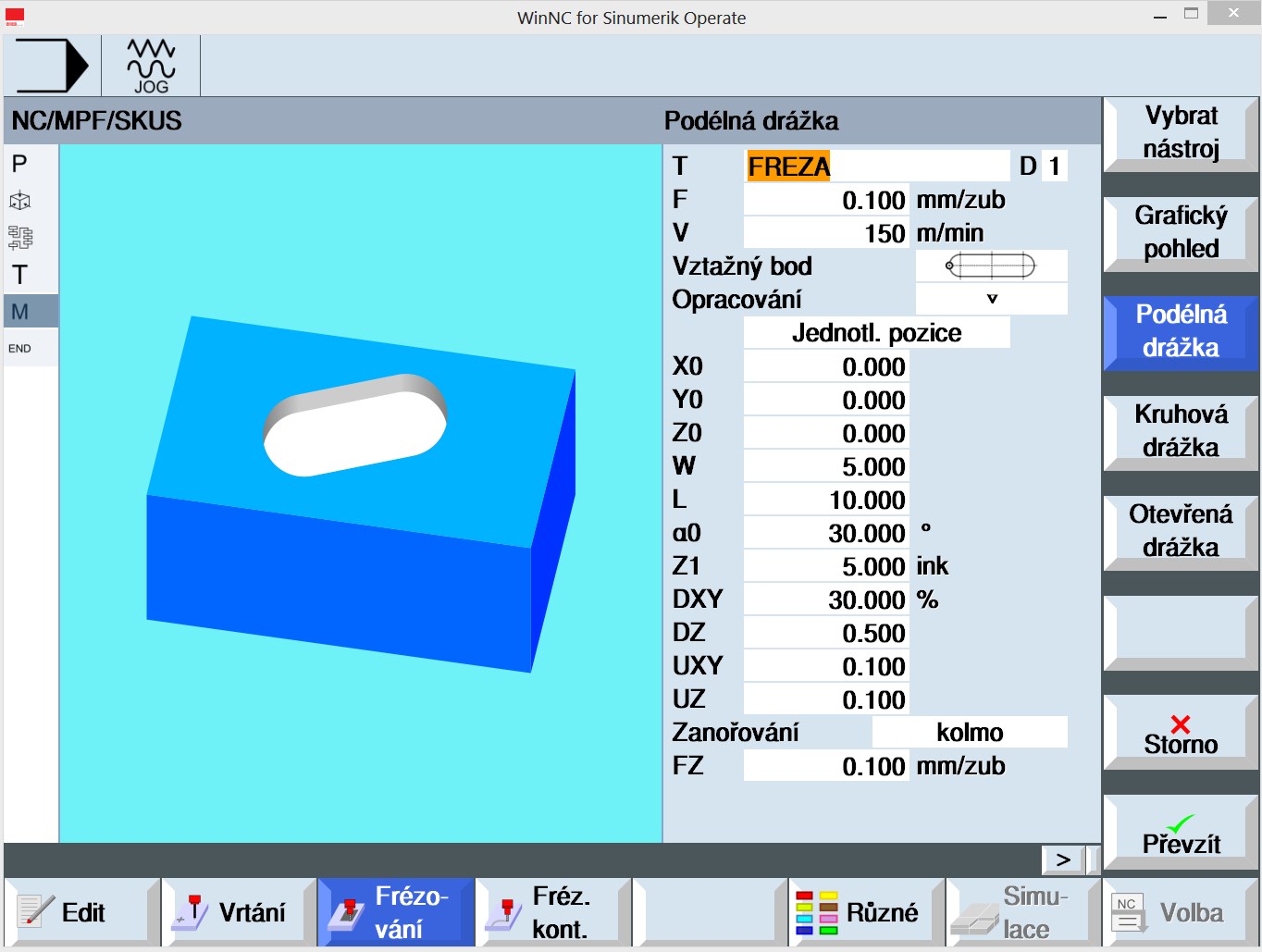
Pozdĺžna drážka (SLOT01)

Popis cyklu:
|
1.Nástroj sa presunie rýchloposuvom (G0) do výšky roviny spätného pohybu a do bezpečnej vzdialenosti. Počiatočný bod leží vždy na kladnej osi X a pootočený o α0.
2.Nástroj uskutoční frézovanie do materiálu v závislosti na zvolenej stratégie.
3.Obrábanie pozdĺžnej drážky sa uskutočňuje vždy z vnútra von.
4.Nástroj sa rýchloposuvom (G0) vráti späť do bezpečnej vzdialenosti.
|
|

 hrubovanie
hrubovanie obrobenie načisto
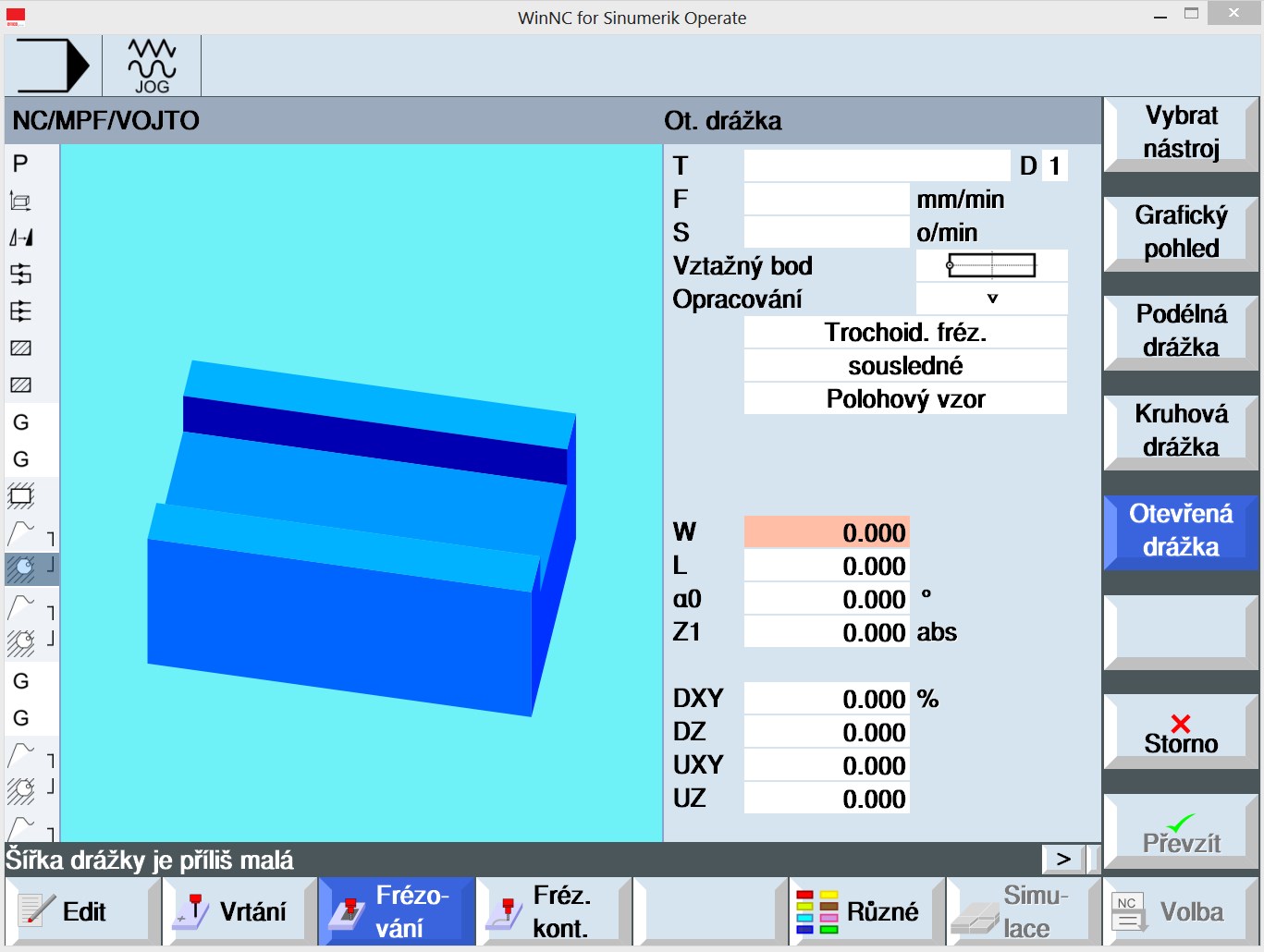
obrobenie načistoOtvorená drážka

Popis cyklu:
|
1.Nástroj sa presunie rýchloposuvom (G0) do výšky roviny spätného pohybu a do bezpečnej vzdialenosti. Počiatočný bod leží vždy na kladnej osi X a pootočený o α0.
2.Nástroj uskutoční frézovanie do materiálu v závislosti na zvolenej stratégie.
3.Obrábanie pozdĺžnej drážky sa uskutočňuje vždy z vnútra von.
4.Nástroj sa rýchloposuvom (G0) vráti späť do bezpečnej vzdialenosti
|
|
Parameter |
Popis |
Jednotka |
|
T |
Názov nástroja |
|
|
D |
Číslo hrotu |
|
|
F |
Posuv |
mm/ot mm/min |
|
S / V |
Otáčky vretena alebo konštantná rezná rýchlosť |
ot/min m/min |
|
Vzťažný bod |
ľavý okraj stred pravý okraj |
|
|
Opracovanie |
hrubovanie predbežné obrobenie načisto obrobenie načisto obrobenie dna načisto obrobenie okraja načisto skosenie hrán
|
|
|
Technológia |
trochodidné frézovanie: Kruhový pohyb frézy cez drážku a späť. ponorné frézovanie: Sekvenčné vŕtacie pohyby pozdĺž osi nástroja. |
|
|
Smer frézovania |
súsledne nesúsledne |
|
|
Poloha obrábania |
Individuálne poloha Frézovanie drážky do naprogramovanej polohy (X0, Y0,Z0) Polohový vzor Frézovanie drážok podľa naprogramovaného polohového vzoru. |
|
|
X0 Y0 Z0 |
Polohy sa vzťahujú ku vzťažnému bodu: Vzťažný bod v X,Y a Z |
|
|
W |
Šírka drážky |
mm |
|
L |
Dĺžka drážky |
mm |
|
α0 |
Uhol natočenia drážky |
° |
|
Z1 |
Hĺbka drážky (absolútne) alebo hĺbka vztiahnutá k Z0 (inkrementálne) |
mm |
|
DXY |
Maximálny rovinný prísuv Maximálny rovinný prísuv ako hodnota priemeru frézy v percentách |
mm % |
|
DZ |
Maximálny hĺbkový prísuv |
mm |
|
UXY |
Rozmer obrobenia načisto (okraj drážky) |
mm |
|
UZ |
Rozmer obrobenia hĺbky načisto (dno drážky) |
mm |
|
FS |
Šírka skosenia hrán |
mm |
|
ZFS |
Hĺbka zanorenia hrotu nástroja (iba u skosenia hrán) |
mm |
