Spôsoby frézovania
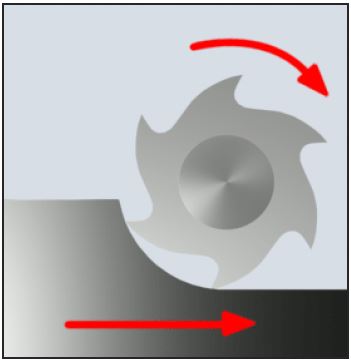
Súsledné frézovanie
Pri súslednom frézovaní je orientácia pohybu nástroja a orientácia frézy rovnaká. Hlavnou výhodou je veľký uhol zárezu čo zabezpečí rýchle vniknutie noža do materiálu. Posuvná sila pôsobiaca na nástroj podporuje pohon posuvu v tej istej orientácie, vznikajú silné rázy, ktoré zatupujú ostrie rezných platničiek. Súsledné frézovanie je preferované.
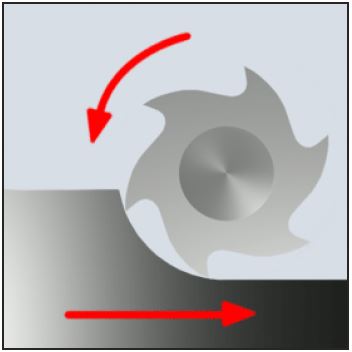
Nesúsledné frézovanie
Pri nesúslednom frézovaní je orientácia pohybu nástroja a orientácia rezania frézy opačná. Zuby nástroja narážajú na polotovar pod veľmi ostrom uhle. Pred záberom do materiálu, zuby kĺžu po povrchu. Nesúsledné frézovanie je vhodné použiť pri strojoch s konvenčnou štruktúrou a pri materiáloch s vyššou pevnosťou.
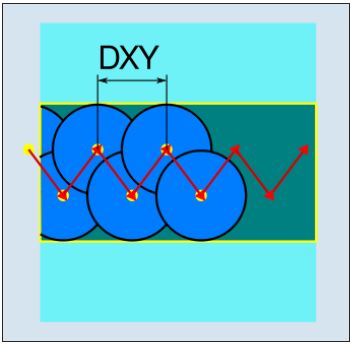
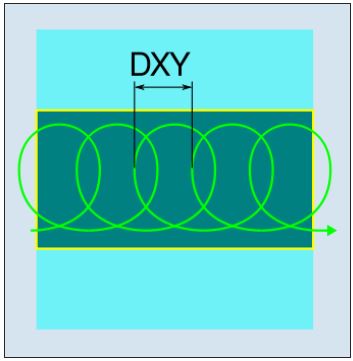
Trochodidné frézovanie
Proces hrubovania, ktorý sa vykonáva kruhovými pohybmi a zároveň sú sprevádzané lineárnym pohybom dopredu. Používa sa pri hrubovaní pre malé hrúbky prísuvu do materiálu. využitie pri obrábani kontúry pri tvrdených a vysoko pevných materiáloch.
Obrába sa s veľkou hlbokou rezu a vysokou reznou rýchlosťou pri špeciálnych rezných podmienkach. V zábere je celková dĺžka reznej hrany pri použití reznej platničky. Výsledkom je väčší objem triesok na zub. Hlavnou výhodou je kruhové ponorenie do materiálu, ktoré pôsobí na nástroj minimálne radiálne sily a tým pádom sa chráni mechanika stroja, čiže eliminujeme oscilácie a zvyšujeme úsporu času.
Ponorné frézovanie
Ponorné frézovanie sa preferuje pri očistení drážok pre menej stabilné stroje a geometriu obrobku. Pri axiálnom zaťažení nástroja nehrozí, že dôjde ku vibráciám ani pri labilných obrobkov. Ponorným frézovaním dosiahneme vyššiu životnosť kvôli nižším vibráciám.