|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
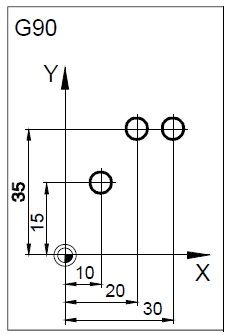
Absolútne a inkrementálne programovanie
G90 - Absolútne programovanie Zadané rozmery sa vzťahujú k aktuálnemu nulovému bodu. Nástroj sa pohybuje DO programovanej polohy Príklad: G90 G0 X40 Y=IC(20) Súradnica Y je zadaná ako prírastok dráhy hoci je aktívne absolútne programovanie G90
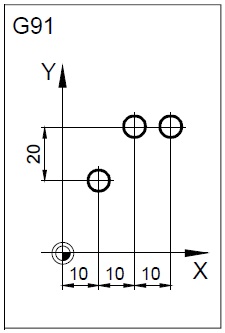
G91 - Prírastkové programovanie
Zadané rozmery sa vzťahujú k poslednej
naprogramovanej polohe nástroja. Pohyb nástroja sa programuje ako prírastok dráhy z predchádzajúcej polohy do programovanej. Nástroj sa pohybuje O určitú dráhu do ďalšej polohy. Jednotlivé osi je možné programovať nezávisle na G90/G91 v absolútnych alebo prírastkových súradniciach Príklad: G91 G0 X20 Y=AC(10) Súradnica je absolútna hoci je aktívne prírastkové programovanie |
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||