|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
Korekcie nástroja Každému číslu nástroja T môže byť priradených až 9 čísel korekcie D (napr. čelná fréza môže byť použitá ako zrážacia fréza, na jednom nástroji sa musia odmerať dva rôzne body). Podľa použitia sa tak v programe vyvolá napr. T1 D1 alebo T1 D2. Príkazom T... D... sa vyvolajú hodnoty korekcie, nástroj sa však nevymení. Dáta nástrojovej korekcie (dĺžka frézy, rádius frézy) sa načítajú z pamäti nástrojových korekcií. Možné čísla korekcií T1...32000 D1...9.
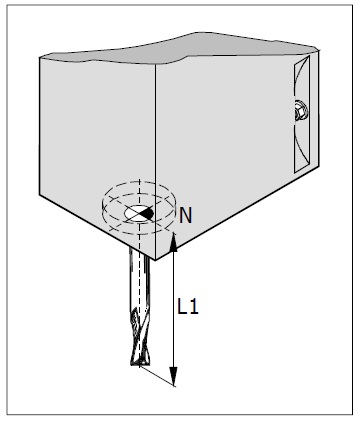
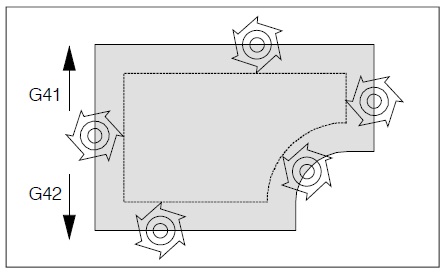
Korekcia dĺžky nástroja Korekcia dĺžky nástroja pôsobí kolmo k pracovnej rovine (G17-G19). Hlavné použitie pri vertikálnom frézovaní G17 - korekcia dĺžky nástroja v osi Z. Dĺžková korekcia nástroja presunie nulový bod nástroja zo vztiahnutého bodu nástrojového otvoru (N) na špičku nástroja. Bod upnutia nástroja N sa u väčšiny frézovačiek nachádza v strede čelnej plochy konca vretena. Korekcia polomeru nástroja G40 - Zrušenie korekcie polomeru nástroja G41 - Korekcia polomeru nástroja vľavo (súbežné frézovanie) G42 - Korekcia polomeru nástroja vpravo (nesúbežné frézovanie)
Pomocou
G41/G42 príde nástroj na ekvidištantu k naprogramovanej kontúre. Odstup
kontúry a ekvidištanty odpovedá polomeru nástroja.
Pre určenie G41/G42 sa dívajte v smere posuvu nástroja.
Požadované hodnoty korekcie pre vrtáky, frézy
Pre frézy sa musí zadať Dĺžka 1 a Rádius (polomer). V poliach dĺžka 2, dĺžka 3 musí byť zadaná hodnota 0. Všetky ostatné zadané hodnoty riadiaci systém ignoruje. Pre vrtáky sa zadáva polomer = 0 lebo sa na obvodu nepracuje.
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||