|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
Korekcie nástroja
G40 - zrušenie korekcie polomeru nástroja G41 - korekcia polomeru nástroja vľavo (súbežné frézovanie) G42 - korekcia polomeru nástroja vpravo (nesúbežné frézovanie) DISC - ovplyvnenie rohu (ovplyvnenie veľkosti polomeru)
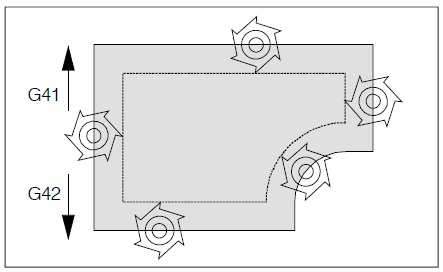
Pomocou G41/G42 nástroj príde na ekvidištantu naprogramovanej kontúry . Odstup kontúry a ekvidištanty odpovedá polomeru nástroja. Pre určenie G41/G42 sa dívajte v smere posuvu
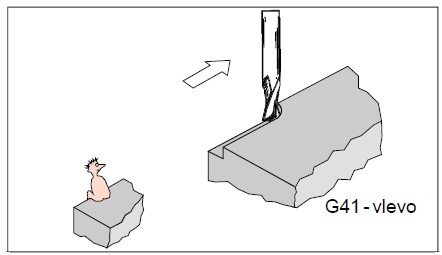
G41 - korekcia polomeru nástroja vľavo Ak sa nástroj nachádza vľavo od obrábanej kontúry použijeme G41
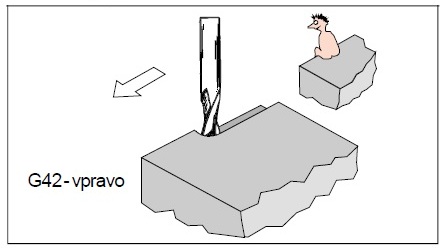
G42 - korekcia polomeru nástroja vpravo Ak sa nástroj nachádza vpravo od obrábanej kontúry použijeme G42
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||