|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
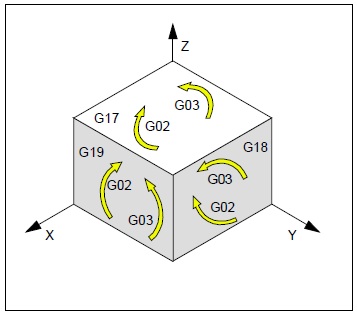
Kruhová interpolácia
G2 - v smere hodinových ručičiek G3 - proti smeru hodinových ručičiek CIP - cez medzibod (CIrcle through Point) Počiatočný a koncový bod kruhového pohybu leží v jednej rovine . Ak naprogramujeme zmenu 3. osi (napr. pre G17 os Z ) vznikne skrutkovica.
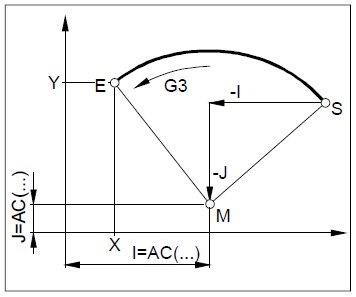
Programovanie pomocou počiatočného, koncového bodu a stredu kružnice:
G2/G3 X... Y... Z... I... J... K...
X, Y, Z - koncový bod v pravouhlých súradniciach I, J, K - stred kružnice v pravouhlých súradniciach vztiahnutých k počiatočnému bodu kruhového oblúku. Počiatočný bod - bod, v ktorom sa nástroj nachádza v okamžiku vyvolania G2/G3. Koncový bod - programujeme pomocou X, Y, Z. Stred kružnice - programujeme inkrementálne od počiatočného bodu pomocou I, J, K alebo absolútne od nulového bodu obrobku pomocou I=AC(..), J=AC(..), K=AC(..).
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||