|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
Mäkký nábeh a výbeh
Funkcia mäkký nábeh / výbeh umožňuje tangenciálny nábeh na počiatočný bod kontúry nezávisle na polohe východzieho bodu. Funkciu zadávame spravidla súčasne s korekciou polomeru nástroja ale nie je to nevyhnutné. Nábeh a výbeh sa skladá z max. 4 pohybov:
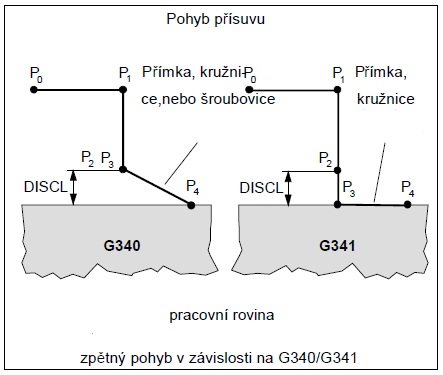
Body P0, P3, P4 musíme vždy definovať. Body P1 a P2 môžu podľa podmienok odpadnúť. !!! U REPOS s polkružnicou označuje DISR priemer kružnice!!!
Voľba smeru nábehu / výbehu Určenie smeru nábehu a výbehu pomocou korekcie polomeru nástroja. G41 - aktívny - nábeh zľava G42 - aktívny - nábeh sprava
Rozdelenie pohybu od počiatočného bodu ku koncovému bodu (G340 a G341) Charakteristický nábeh z P0 po P4 je zobrazené na obrázku. V prípadoch kedy poloha aktívnych rovín zasiahne do G17 až G19 započíta sa eventuálne aktívny rámec otáčania.
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||