|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
Nastavenie nulového bodu
G54 - Zrušenie nulového posunutia v jednej vete
G54-G57 - Nastaviteľné posunutie nulového bodu G505-G599 - Nastaviteľné posunutie nulového bodu SUPA - Vypnutie programovaných posunutí v jednej vete vrátane posunutia elektronickým koliečkom
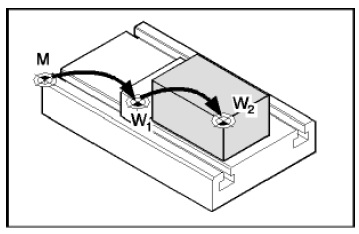
Nulové body zdieľajú stroju polohu obrobku . Obvykle dôjde pomocou G54-G599 k posunutiu odmeriavacieho systému na doraz obrobku v upínacom zariadení (W1 fixne uložené), ďalšie posunutie do nulového bodu obrobku (W2) sa vykonáva pomocou TRANS (premenná)
Posunutie nulového bodu TRANS, ATRANS TRANS - Absolútne posunutie nulového bodu, vzťahujúce sa k aktuálnemu nulovému bodu G54-G599 (TRANS vymaže všetky predtým naprogramované rámce - TRANS, ATRANS, ROT, AROT) ATRANS - Prídavné posunutie nulového bodu vzťahujúce sa k aktuálne nastavenému nulovému (G54-G599) alebo programovanému nulovému bodu (TRANS/ATRANS). Posunutie vzťahujúce sa k už existujúcim rámcom (TRANS, ATRANS, ROT, AROT), programujte pomocou ATRANS. |
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||
 G500
- Zrušenie G54 - G599
G500
- Zrušenie G54 - G599