|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
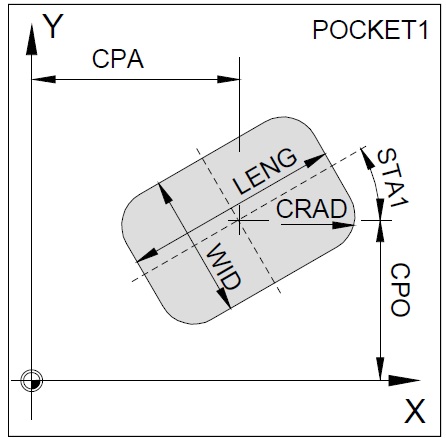
POCKET1- Obdĺžnikové vybranie POCKET1 (RTP,RFP,SDIS,DP,DPR,LENG,WID,CRAD,CPA,CPO,STA1,FFD,FFP1,MID,CDIR,FAL,VARI, MIDF,FFP2,SSF)
Nástroj príde rýchloposuvom na stred vybrania do výšky bezpečnostnej vzdialenosti nad referenčnú rovinu a obrába vybranie smerom od stredu. Dĺžka a šírka vybrania musí byť väčšia než priemer nástroja, inak sa cyklus preruší alarmom. RTP, RFP, SDIS, DP, DPR ako v predošlých cykloch.
LENG (LENGth) - dĺžka vybrania bez znamienka WID (WIDth) - šírka vybrania bez znamienka
CRAD (Corner RADius) - rádius v rohoch CPA (Center Point Abscissa) - stred vybrania v osi X CPO (Center Point Ordinate) - stred vybrania v osi Y STA1 - uhol vybrania vzhľadom na os X FFD (Feed For Depth) - veľkosť prísuvu do hĺbky FFP1 (Feed For Plane) - posuv pre obrábanie plochy MID (Maximum Infeed Depth) - max. hĺbka prísuvu pre vyhrubovanie bez znamienka CDIR (Cutting DIRection) - smer obrábania 2: G2 3:G3 FAL (Finishing ALlowance) - prídavok pre hladenie bez znamienka VARI (VARIant) - spôsob obrábania 0: hrubovanie a hladenie na konečnú mieru 1: hrubovanie s prídavkom pre hladenie 2: hladenie na konečnú mieru (odoberanie prídavku) MIDF (Maximum Infeed Depth Finishing) - max. hĺbka prísuvu pre hladenie bez znamienka FFP2 (Feed For Plane) - posuv pre hladenie SSF (Spindle Speed Finishing) - frekvencia otáčania vretena pre hladenie |
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||