|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
Pracovné pohyby Nástroj sa môže v pracovnom priestore stroja pohybovať dvoma spôsobmi. Rýchloposuvom (G0) - používame vtedy, keď nástroj nie je v kontakte s obrobkom (polohovanie nástroja) Pracovným posuvom (G1) - používame pri obrábaní súčiastky naprogramovaným posuvom Formát zápisu: G0 X... Y... Z...
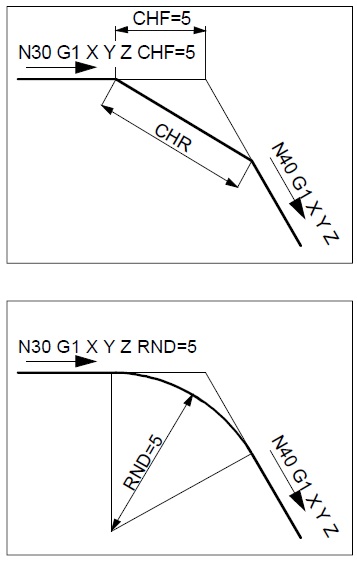
Vloženie zrazenia Zrazenie sa vloží po vete, v ktorej je naprogramované. Zrazená hrana leží vždy v pracovnej rovine G17. zrazená hrana sa vkladá symetricky do rohu kontúry. CHF udáva veľkosť zrazenia hrany. Príklad:
N30 G1 X... Y... CHF=5
N35 G1 X... Y... Zaoblenie hrany Zaoblenie sa vloží po vete, v ktorej je naprogramované. Zaoblenie leží vždy v pracovnej rovine G17 . Zaoblenie je kruhový oblúk a vkladá sa tangenciálnym pripojením do rohu kontúry. RND udáva veľkosť zaoblenia. Príklad:
N30 G1 X... Y... RND=5
N35 G1 X... Y... Modálne zaoblenie RNDM Na každom ďalšom rohu kontúry dôjde k zaobleniu, kým pomocou RNDM=0 modálne zaoblenie nezrušíme. |
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||
 G1
X... Y... Z... F...
G1
X... Y... Z... F...