|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
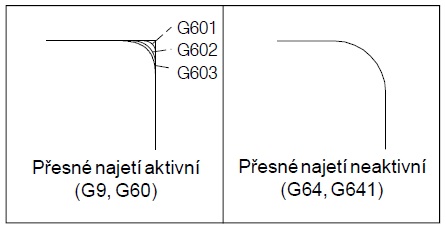
Presný nájazd
G9 - presný nájazd platí len v jednej vete G60 - presný nájazd pôsobí modálne G601 - ďalšie prepnutie ak je dosiahnuté jemné polohové okno G602 - ďalšie prepnutie ak je dosiahnuté hrubé polohové okno G603 - ďalšie prepnutie ak je dosiahnutý koniec interpolácie
G601/G602/G603 sú účinné iba pri aktívnej G60 alebo G9. Pomocou príkazov G64, G641 (riadenie dráhy) sa zruší voľba G60 G9/G60: Aktivácia G601, G602 alebo G603 G9 je účinná iba v tej vete, v ktorej je naprogramovaná. G60 je účinná tak dlho, kým nie je pomocou G64 alebo G641 zrušená. G601/G602 Ďalšia veta veta je spracovaná až po G9 alebo G60 a po zabrzdení saní (krátka doba bez pohybu na konci vety)Tak sa rohy nezaoblia a dosiahne sa presných prechodov. Cieľová poloha môže ležať v jemnom (G601) alebo v hrubom tolerančnom poli (G602). G603: K zmene vety dôjde ako náhle riadiaci systém vypočíta pre odpovedajúce osi požadovanú rýchlosť 0 (nejedná sa o stav v kľude). V tomto momente je skutočná hodnota len o jeden krok pozadu. Tým sa zaoblí roh. Najväčšie zaoblenie rohu dosiahneme pomocou G603.
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||