|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
Režim riadenia dráhy
Formát zápisu:
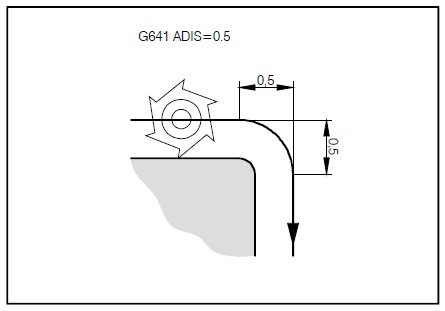
G64 - režim riadenia dráhy G641 - riadenie dráhy s programovateľným ovplyvnením (skreslením) prechodov (zaoblením) ADIS = vzdialenosť skreslenia pri pohybe posuvom
ADISPOS = vzdialenosť skreslenia pri
pohybe rýchloposuvom.
Kontúra sa obrába pokiaľ možno konštantnou posuvovou rýchlosťou. Vznikajú kratšie časy obrábania a zaoblené kontúry. Na tangenciálnych prechodoch kontúry sa nástroj pohybuje pokiaľ možno konštantnou posuvovou rýchlosťou, v rohoch je rýchlosť odpovedajúcim spôsobom redukovaná.
Čím je väčší posuv F tým je skreslenie rohov väčšie (chyba kontúry). Príkazom G641 zadávame vzdialenosť skreslenia.
Príklad: G641 ADIS=0.5 G1 X... Y... Z...
Skreslenie kontúry smie začať najskôr 0,5mm pred rohom a musí skončiť najneskôr 0,5 mm za rohom.
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||