|
Výukový program pre riadiaci systém EMCO WinNC SINUMERIK 840D - frézovanie |
||||||
| Domov | Základy | Obsluha | Tvorba programu | Súčiastky | Test | |
|
|
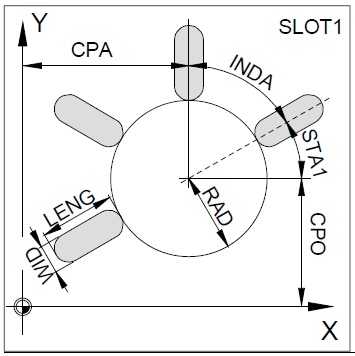
SLOT1 - Drážky pre pero na kružnici SLOT1 (RTP,RFP,SDIS,DP,DPR,NUM,LENG,WID,CPA,CPO,RAD,STA1,INDA,FFD,FFP1,MID,CDIR,FAL, VARI,MIDF,FFP2,SSF)
Pomocou tejto funkcie prichádza program postupne na polohy jednotlivých drážok rýchloposuvom a na každej polohe frézuje programovanú drážku. Šírka drážky sa programuje a musí byť väčšia než priemer nástroja, maximálne však dvojnásobná. Poradie jednotlivých drážok je optimalizované. Priame drážky sú radiálne ku kružnici.
Parametre dodatočné ku cyklu LONGHOLE:
WID (WIDth) - šírka drážky bez znamienka CDIR (Cutting DIRection) - smer obrábania 2: (G2) v smere hod. ručičiek 3: (G3) proti smeru hod. ručičiek FAL (Finishing ALlowance) - prídavok pre hladenie VARI (VARIant) - spôsob obrábania JEDNOTKY: 0: hrubovanie a hladenie na konečnú mieru 1: hrubovanie s prídavkom na hladenie 2: hladenie na konečnú mieru. DESIATKY: 0: kolmo s G0 1: kolmo s G1 2: pohyb sem-tam s G1 MIDF (Maximum Infeed Depth Finishing) - maximálna hĺbka prísuvu pre hladenie, bez znamienka FFP2 (Feed For Plane) - posuv pre hladenie SSF (Spindle Speed for Finishing) - počet otáčok pre hladenie
Ak je šírka drážky WID alebo dĺžka drážky AFSL príliš veľké alebo uhol delenia INDA príliš malý, tak že by sa drážky dotýkali, cyklus sa preruší a systém vydá alarm.
|
|||||
|
Marek Šumec, 2012 © Katedra automatizácie a výrobných systémov |
||||||