
Nástrojový systém
Nástrojový systém disponuje možnosťou automatickej výmeny nástrojov. Všetky nástroje musia byť predmontované do nástrojových držiakov, ktoré sa následne namontujú do rotačného zásobníka pomocou upínacích skrutiek. V tabuľke sa nachádza popis základnej charakteristiky nástrojového systému.
Parametre nástrojového systému
|
Parameter |
Jednotka |
Hodnota |
|---|---|---|
|
Počet nástrojových staníc |
|
10 |
|
Max. priemer nástroja |
[mm] |
Ø 55 |
|
Max. dĺžka nástroja |
[mm] |
50 |
|
Max. hmotnosť nástroja |
[kg] |
0,7 |
|
Vťahovacia sila |
[N] |
1100 |
Zásobník nástrojov
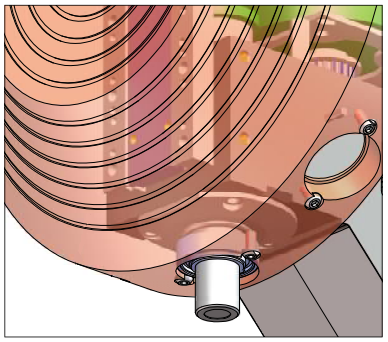
Zásobníkom nástrojov je bubon s desiatimi nástrojovými stanicami a so smerovou logikou. Výmena nástrojov počas CNC programu teda prebieha automaticky; bubon spolu s vretenom stúpajú v osi Z až kým bubon nedosiahne koncovú pozíciu. Následne sa vreteno vysunie ešte vyššie, čím sa z neho uvoľní nástrojový držiak. Bubon sa otočí do polohy, ktorá umožňuje založenie požadovaného nástroja využívajúc smerovú logiku, tzn. točí sa v smere, ktorý zabezpečí kratšiu dráhu a tým ušetrí čas pri výmene. Nasleduje pojazd vretena smerom dolu a upnutie nového nástroja. Potom sa vreteno spolu s nástrojom môžu presunúť do potrebnej výšky a pokračovať v obrábaní.
Z bezpečnostných dôvodov je výmena nástrojov možná iba pri uzavretých ochranných dverách. Celkový proces výmeny je kontrolovaný PC riadiacim systémom pomocou koncových spínačov.
Systém upínania
Pre upínanie nástrojov sa používajú špeciálne nástrojové držiaky určené pre tento stroj, teda nie je možné používať klasické držiaky od iných výrobcov. Jedná sa o držiaky s dlhou kužeľovou stopkou, podobné bežným držiakom SK30 podľa DIN2079, no namiesto drážok disponujú ložiskom. Založenie tohto držiaka spočíva v pootočení dvoch protiľahle umiestnených skrutiek, ktorých hlavy zasahujú za okraj ložiska. Sú z jednej strany ofrézované, takže ich pootočenie zabezpečuje priechod resp. zaistenie ložiska vo vretene.
Pre upnutie nástrojov rôznych druhov a veľkostí sú dostupné štyri typy nástrojových držiakov (obrázok). Jedná sa o klieštinový držiak (a), nástrčkový frézovací tŕň (b), špeciálne upínacie zariadenie frézy (c) a držiak pre závitníky (d).
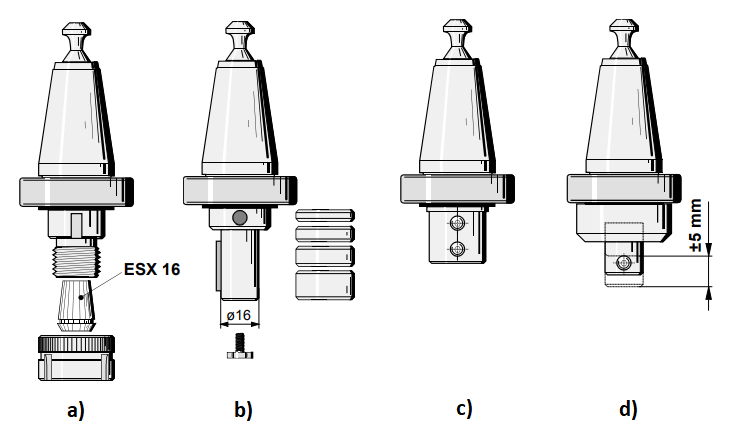
Klieštinový držiak slúži na upínanie vrtákov, stopkových a tvarových fréz v rozsahu upínanie 0,5 až 10 mm. Typ klieštiny pre tento držiak je ESX 16. Je potrebné voliť klieštinu podľa jej rozsahu upínania (rozsahy sú vyryté na klieštinách). Pre upnutie klieštiny do držiaku je potrebné odmontovať upínaciu maticu a našikmo do nej klieštinu vložiť. Po zapadnutí prstenca matice do drážky klieštiny sa matica s klieštinou namontuje späť na držiak. Následne sa nástroj zasunie do klieštiny do potrebnej hĺbky. Matica sa utiahne hákovým kľúčom.
Do nástrčkového frézovacieho tŕňa sa upínajú čelné valcové a kotúčové frézy. Tiež sú tu k dispozícii krúžky frézovacieho tŕňa, ktoré slúžia na vyrovnanie dĺžky frézy pri upínaní. Driek tŕňa má priemer 16 mm a nachádza sa na ňom lícované pero. Na driek sa v prípade potreby najskôr nasunie krúžok, potom nástroj a ten sa pripevní utiahnutím upínacej skrutky do drieku tŕňa. Tá musí dosadnúť na nástroj, nie na čelnú plochu tŕňa, čo je zabezpečené krúžkom.
Upínacie zariadenie frézy slúži na upnutie stopkových fréz väčších priemerov, ktoré už nie je možné upnúť do klieštinového držiaka. Upínať sa do neho môžu iba nástroje s menovitým priemerom vhodným pre dané upínacie zariadenie. Na základe upínacieho priemeru rozlišujeme medzi zariadeniami o priemere 10, 12 a 16 mm. Zariadenie pozostáva z upínacieho drieku, do ktorého sa nástroj vkladá a z dvoch závitových kolíkov na boku, ktoré zabezpečia upevnenie nástroja.
Pre závitníky sa používa špeciálny držiak závitníkov. Nachádza sa v ňom pružina umožňujúca kompenzáciu stúpania závitu. Pozdĺžne vyrovnanie je ± 5 mm. Na základe veľkosti závitu opäť rozlišujeme viacero držiakov a to o priemere M2, M3, M4 a M5-M8. Závitník sa vsunie do upínača a pootočí sa tak, aby štvorhran závitníka zapadol do štvorhranného vybrania držiaka, následne sa zaistí utiahnutím závitového kolíka.