CYCLE72 - frézovanie kontúry
Cyklus 72 slúži na obrábanie kontúry vytvorenej v editore kontúr. Cyklus sa tvorí bežne v hlavnom programe (.MPF), kontúra má formát podprogramu (.SPF). Pri zadávaní parametrov cyklu sa okrem bežných parametrov zadáva i "KNAME", čo je názov podprogramu kontúry, cyklus frézovania kontúry sa tak vyvolá pre danú kontúru. Pri programovaní frézovania kontúry treba myslieť na správne nastavenie rádiusových nástrojových korekcií. Pri príkaze G40 nástroj pri obrábaní prechádza po kontúre svojim stredom, pri príkaze G41 vľavo a pri príkaze G42 po ekvidištante kontúry vpravo. Pre viac informácií prejdite na Nástrojové korekcie.
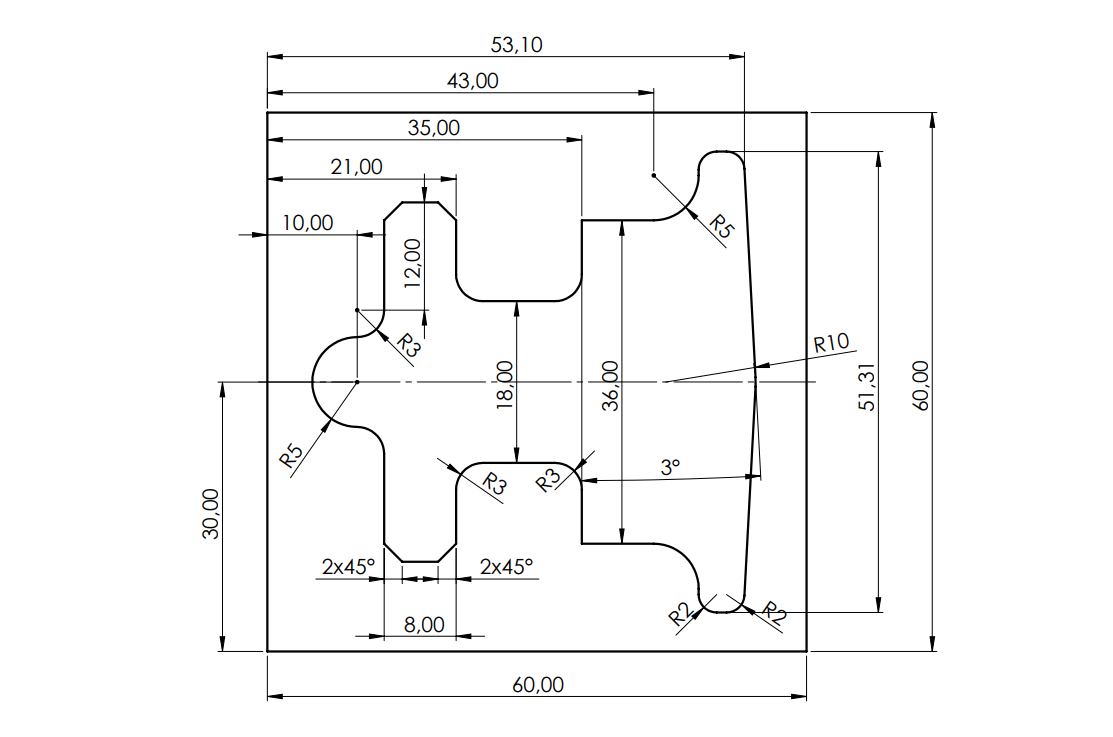
V niektorých prípadoch, ako je to napríklad na príklade vo videu, je potrebné vytvoriť viac kontúr pre dosiahnutie požadovaných tvarov a rozmerov obrobku. Deje sa to najmä pri obrábaní tvarovo zložitejších výstupkov/vybraní, pri ktorých je potrebné použiť nástroj menšieho priemeru.
Formát bloku v programe:
CYCLE72("KNAME",RTP,RFP,SDIS,DP,MID,FAL,FALD,FFP1,FFD,VARI,RL,AS1,LP1,FF3,AS2,LP2)
| Skratka | Názov parametru | Význam |
|---|---|---|
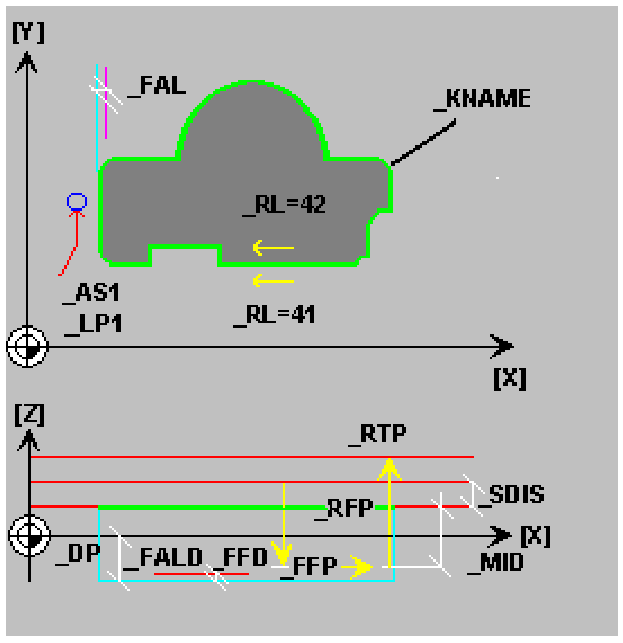
| KNAME | Názov kontúry | Presný názov podprogramu kontúry, ktorú chceme vyfrézovať. |
| RTP | Rovina návratu (absolútne) | Udáva výšku roviny nad materiálom, do ktorej sa vráti nástroj po vykonaní cyklu. |
| RFP | Referenčná rovina (absolútne) | Výška povrchu čela obrobku, nulový bod je väčšinou na čele obrobku, čiže najčastejšie sa zadáva RFP = 0. |
| SDIS | Bezpečnostná vzdialenosť | Vzdialenosť od povrchu obrobku, na ktorú môže nástroj prísť rýchloposuvom. Keď sa nástroj dostane na túto úroveň, automaticky zvolí naprogramovaný pracovný posuv F. |
| DP | Hĺbka záberu (absolútne) | Hĺbka záberu pri frézovaní - hrúbka odobratého materiálu. |
| MID | Max. hĺbka prísuvu | Maximálna hĺbka prísuvu na jeden záber nástroja do materiálu. Udáva sa bez znamienka. |
| FAL | Prídavok na dokončovanie | Hrúbka materiálu na stenách výstupku/vybrania ponechaná na dokončenie (hladenie) na konečnú mieru. |
| FALD | Prídavok na dokončovanie | Hrúbka materiálu ponechaná pre dokončovanie. |
| FFP1 | Posuv pre obrábanie plochy | Posuv pre pohyb nástroja v horizontálnom smere pri frézovaní. |
| VARI | Spôsob obrábania | Poloha návratu nástroja v osi Z pri medzipolohovaní: 0xx = na rovinu návratu (RTP) 1xx = zdvihnutie na úroveň bezpečnostnej vzdialenosti SDIS 2xx = zdvihnutie o bezpečnostnú vzdialenosť SDIS 3xx = nástroj sa nezdvihne a ostane na úrovni, na ktorej obrába Prechod medzidráhami: x0x = G0 (rýchloposuvom) x1x = G1 (pracovným posuvom) Spôsob obrábania: xx1 = hrubovanie xx2 = dokončovanie |
| RL | Korekcia na polomer frézy | Nastavenie korekcie na polomer frézy: G41 = nástroj prechádza po ekvidištante kontúry vľavo G42 = nástroj prechádza po ekvidištante kontúry vpravo G40 = vypnutie korekcie (nástroj prechádza po kontúre svojim stredom) |
| AS1 | Spôsob nábehu nástroja | Spôsob nábehu nástroja na obrobok: 0x = nábeh v rovine 1x = nábeh v 3 osiach (X,Y,Z) x1 = nábeh nástroja po priamke x2 = nábeh nástroja po štvrťkružnici x3 = nábeh nástroja po polkružnici |
| LP1 | Dĺžka dráhy pri nábehu nástroja | Dĺžka dráhy pri nábehu nástroja po priamke alebo polomer kružnice pri nábehu po štvrťkružnici/polkružnici. |
| FF3 | Spätný posuv | Spätný posuv pre medzipolohovanie. |
| AS2 | Spôsob odjazdu nástroja | Spôsob odjazdu nástroja od obrobku: 0x = odjazd v rovine 1x = odjazd v 3 osiach (X,Y,Z) x1 = odjazd nástroja po priamke x2 = odjazd nástroja po štvrťkružnici x3 = odjazd nástroja po polkružnici |
| LP2 | Dĺžka dráhy pri odjazde nástroja | Dĺžka dráhy pri odjazde nástroja od obrobku po priamke alebo polomer kružnice pri odjazde po štvrťkružnici/polkružnici. |