
SLOT2 - kruhová drážka pre pero
Cyklus SLOT2 slúži na vyfrézovanie oblých drážok pre pero umiestnených na okraji kružnice. Nástroj vykoná nájazd rýchloposuvom na polohy jednotlivých drážok a na každej polohe vyfrézuje naprogramovanú drážku. Poradie frézovania jednotlivých dlhých drážok je optimalizované. Nástroj vykoná nájazd na okraj drážky a vojde do materiálu do určitej hĺbky. Vykoná pohyb po kružnici, rádius kružnice závisí od šírky drážky. Nástroj pokračuje v smere oblej osi drážky v takej vzdialenosti od nej, aby bola dosiahnutá požadovaná šírka. Na opačnej strane znovu vykoná pohyb po kruhovej krivke a vráti sa späť. Opäť nasleduje zahĺbenie a proces sa opakuje, dokým nie je dosiahnutá požadovaná hĺbka drážky DP/DPR. Pri zadávaní parametrov stačí zadať jeden z parametrov DP a DPR, v prípade, že sú zadané obidva parametre, platí parameter DPR.
Cyklus SLOT2 je podobný cyklu SLOT1, rozdiel je v oblom tvare a umiestnení drážky vzhľadom na kružnicu. Šírka drážky sa tu taktiež programuje a musí byť väčšia než priemer nástroja, maximálne však dvojnásobná. Ideálnym nástrojom pre frézovanie drážok je stopková fréza ("drážkovač").
Formát bloku v programe:
SLOT2(RTP,RFP,SDIS,DP,DPR,NUM,AFSL,WID,CPA,CPO,RAD,STA1,INDA,FFD,FFP1,MID,CDIR,FAL,VARI,MIDF,FFP2,SSF)
| Skratka | Názov parametru | Význam |
|---|---|---|
| RTP | Rovina návratu (absolútne) | Udáva výšku roviny nad materiálom, do ktorej sa vráti nástroj po vykonaní cyklu. |
| RFP | Referenčná rovina (absolútne) | Výška povrchu čela obrobku, nulový bod je väčšinou na čele obrobku, čiže najčastejšie sa zadáva RFP = 0. |
| SDIS | Bezpečnostná vzdialenosť | Vzdialenosť od povrchu obrobku, na ktorú môže nástroj prísť rýchloposuvom. Keď sa nástroj dostane na túto úroveň, automaticky zvolí naprogramovaný pracovný posuv F. |
| DP | Hĺbka drážky (absolútne) | Hĺbka drážky vzťahujúca sa na nulový bod. |
| DPR | Hĺbka drážky (relatívne) | Hĺbka drážky vzťahujúca sa na referenčnú rovinu. |
| NUM | Počet drážok | Celkový počet drážok pre pero na kružnici. |
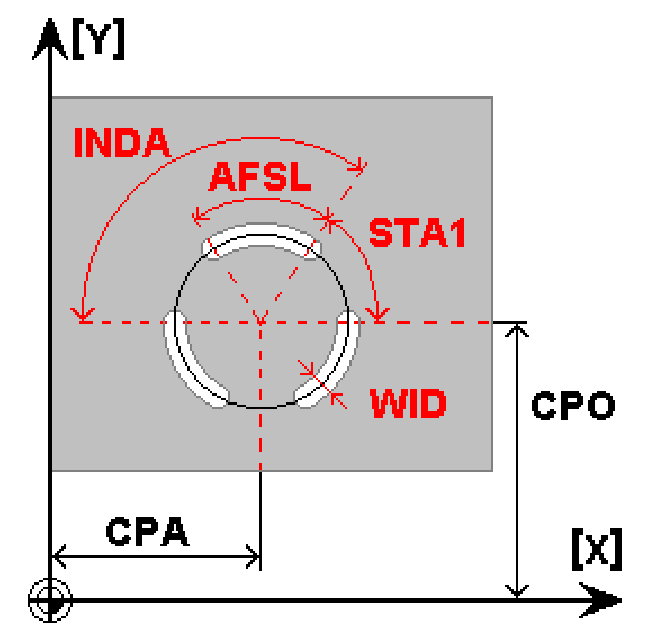
| AFSL | Uhol roztvorenia | Uhol roztvorenia určuje dĺžku zaoblenej drážky na okraji kružnice. |
| WID | Šírka drážky | |
| CPA | Stred kružnice v X | Súradnica X stredu kružnice, na ktorej budú rozmiestnené drážky. |
| CPO | Stred kružnice v Y | Súradnica Y stredu kružnice, na ktorej budú rozmiestnené drážky. |
| RAD | Rádius kružnice | Rádius kružnice, na ktorej budú umiestnené drážky. Ak sa programuje iba jedna drážka, zadáva sa RAD = 0. |
| STA1 | Počiatočný uhol | Vzťažný uhol prvej drážky vo vzťahu k osi X (viď obrázok). |
| INDA | Uhol delenia | Uhol medzi jednotlivými drážkami na kružnici. Ak zadáme INDA = 0, drážky sa rozmiestnia po kružnici rovnomerne. |
| FFD | Posuv pre prísuv do hĺbky |
Posuv pre pohyb nástroja vo vertikálnom smere pri obrábaní drážky. |
| FFP1 | Posuv pre obrábanie plôch | Posuv pre pohyb nástroja v horizontálnom smere pri obrábaní drážky. |
| MID | Max. hĺbka prísuvu | Maximálna hĺbka prísuvu na jedno zanorenie nástroja do materiálu. Udáva sa bez znamienka. |
| CDIR | Smer obrábania | 2 = v smere hodinových ručičiek (G2) 3 = proti smeru hodinových ručičiek (G3) |
| FAL | Prídavok na dokončovanie | Prídavok na dokončenie stien drážky, zadáva sa ak sa jedná o prvé frézovanie, bez znamienka. |
| VARI | Spôsob obrábania |
0 = hrubovanie a dokončenie na konečnú mieru |
| MIDF | Max. hĺbka prísuvu pre dokončovanie | Maximálna hĺbka prísuvu na jedno zanorenie nástroja do materiálu pri dokončovaní. Udáva sa bez znamienka. |
| FFP2 | Posuv pre dokončovanie | Posuv pre pohyb nástroja v horizontálnom smere pri dokončovaní drážky. |
| SSF | Frekvencia otáčania pre dokončovanie | Frekvencia otáčania vretena pri dokončovaní drážky. |