
POCKET1 - pravouhlé vybranie
Pri cykle POCKET1 je nástroj posunutý rýchloposuvom na stred vybrania (kapsy) do výšky bezpečnostnej vzdialenosti (SDIS) nad referenčnú rovinu (RFP) a vybranie frézuje zo stredu ku kraju na viackrát až po požadovanú hĺbku DP/DPR. Pri zadávaní parametrov stačí zadať jeden z parametrov DP a DPR, v prípade, že sú zadané obidva parametre, platí parameter DPR. Po obrobení sa nástroj vráti rýchloposuvom do výšky roviny návratu (RTP). Nástroj sa na každú hĺbku záberu nastavuje kolmým zanorením (zavŕtaním) do materiálu v osi Z, je preto potrebné aby bol nástroj na takýto pohyb vhodný (napr. drážkovač).
Dĺžka a šírka vybrania musia byť väčšia než priemer nástroja, inak sa cyklus preruší alarmom.
Formát bloku v programe:
POCKET1(RTP,RFP,SDIS,DP,DPR,LENG,WID,CRAD,CPA,CPO,STA1,FFD,FFP1,MID,CDIR,FAL,VARI,MIDF,FFP2,SSF)
| Skratka | Názov parametru | Význam |
|---|---|---|
| RTP | Rovina návratu (absolútne) | Udáva výšku roviny nad materiálom, do ktorej sa vráti nástroj po vykonaní cyklu. |
| RFP | Referenčná rovina (absolútne) | Súradnica v osi Z, na ktorej sa nástroj dostane do kontaktu s materiálom pri frézovaní daného vybrania. V prípade, že vybranie sa frézuje do čela obrobku, na ktorom sa nachádza nulový bod je parameter RFP = 0 |
| SDIS | Bezpečnostná vzdialenosť |
Vzdialenosť od povrchu obrobku, na ktorú môže nástroj prísť rýchloposuvom. Keď sa nástroj dostane na túto úroveň, automaticky zvolí naprogramovaný pracovný posuv F. Hodnota tohto parametra sa pripočítava vždy smerom hore k súradnici referenčnej roviny v parametri RFP a je započítavaný do výpočtu počtu záberov a určenia hrúbky odoberanej vrstvy. Tento parameter by nikdy nemal byť nulový |
| DP | Hĺbka drážky (absolútne) | Hĺbka drážky vzťahujúca sa na nulový bod. |
| DPR | Hĺbka drážky (relatívne) | Hĺbka drážky vzťahujúca sa na referenčnú rovinu. |
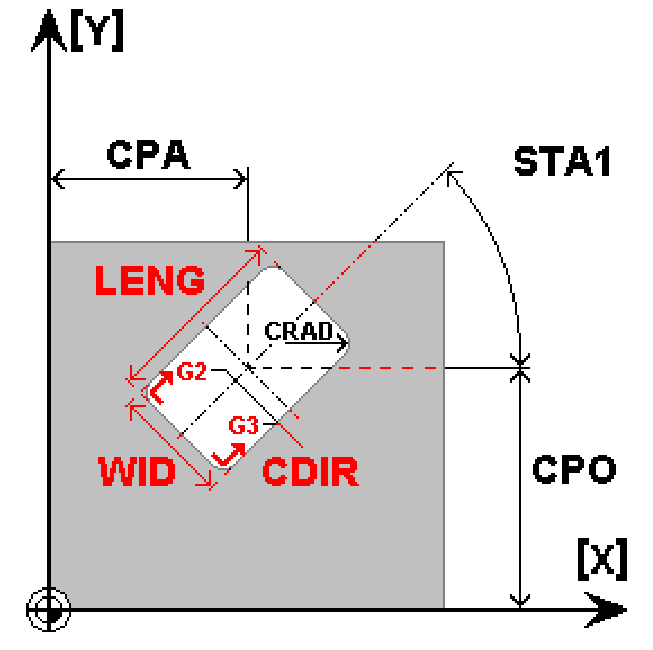
| LENG | Dĺžka vybrania | Zadáva sa bez znamienka. |
| WID | Šírka vybrania | Zadáva sa bez znamienka. |
| CPA | Stred vybrania v osi X | Súradnica stredu vybrania v osi X. |
| CPO | Stred vybrania v osi Y | Súradnica stredu vybrania v osi Y. |
| CRAD | Rádius | Rádius v rohoch vybrania. |
| STA1 | Uhol natočenia | Uhol natočenia vybrania vzťažne ku osi X. |
| FFD | Posuv pre prísuv do hĺbky |
Posuv pre pohyb nástroja vo vertikálnom smere pri obrábaní. |
| FFP1 | Posuv pre obrábanie plôch | Posuv pre pohyb nástroja v horizontálnom smere pri obrábaní. |
| MID | Max. hĺbka prísuvu | Maximálna hĺbka prísuvu na jedno zanorenie nástroja do materiálu. Udáva sa bez znamienka. |
| CDIR | Smer obrábania | x2 = v smere hodinových ručičiek (G2) x3 = proti smeru hodinových ručičiek (G3) |
| FAL | Prídavok na dokončovanie | Hrúbka materiálu na stenách vybrania ponechaná na dokončenie (hladenie) na konečnú mieru. Prídavok na dno (v osi Z) v tomto cykle neexistuje! |
| VARI | Spôsob obrábania | x0 = hrubovanie a dokončenie na konečnú mieru v jednom kroku x1 = hrubovanie s prídavkom na dokončovanie x2 = dokončovanie na konečnú mieru Pri VARI=0 je frekvencia otáčania vretena pre dokončovanie určená parametrom SSF, maximálna výška vrstvy MIDF pre dokončovanie parametrom a rýchlosť posuvu v rovine XY parametrom FFP2. Hrubovanie s dokončovaním v jednom cykle sa používa iba v prípade, kedy sa využíva chladenie prúdom chladiacej kvapaliny dostatočným na to, aby vyplavil triesky z vybrania, alebo pri priebežných vybraniach. V opačnom prípade treba prerušiť obrábanie a dať operátorovi pokyn pre odstránenie triesky z vybrania a v programe rozdeliť hrubovanie a hladenie do samostatných cyklov. |
| MIDF | Max. hĺbka prísuvu pre dokončovanie | Maximálna hĺbka prísuvu na jedno zanorenie nástroja do materiálu pri dokončovaní. Udáva sa bez znamienka. |
| FFP2 | Posuv pre dokončovanie | Posuv pre pohyb nástroja v horizontálnom smere pri dokončovaní drážky. |
| SSF | Frekvencia otáčania pre dokončovanie | Frekvencia otáčania vretena pri dokončovaní drážky. |