POCKET4 - kruhové vybranie (kapsa)
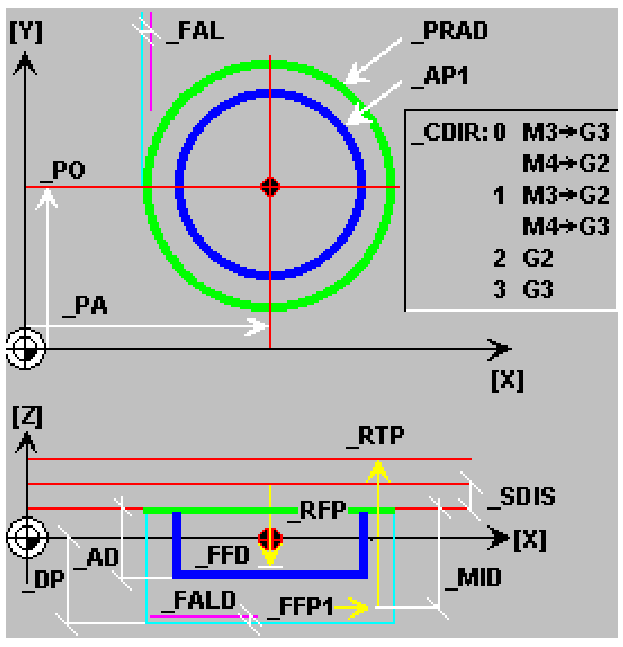
Cyklus POCKET4 je rozšírením cyklu POCKET2. Vo všeobecnosti sa cykly POCKET3 a POCKET4 používajú pri polotovaroch, ktoré už sú nahrubo obrobené a treba ich "dočistiť", napríklad v prípade odliatkov. Posuv do hĺbky začína vždy od stredu vybrania, prípadne sa prevádza kolmo. V prípade plného materiálu je vhodné v tomto mieste predvŕtať. Nástroj nabehne rýchloposuvom na stred vybrania (kapsy) do výšky bezpečnostnej vzdialenosti (SDIS) nad referenčnú rovinu (RFP) a vybranie frézuje zo stredu až po požadovanú hĺbku DP. Po obrobení sa nástroj vráti rýchloposuvom do výšky roviny návratu (RTP).
Dĺžka a šírka vybrania musí byť väčšia než priemer nástroja, inak sa cyklus preruší alarmom. Cyklus môžeme použiť pre hrubovanie i dokončovanie, pri dokončovaní je nutné použiť čelnú frézu. Pred spustením cyklu musí byť aktivovaná korekcia nástroja, inak systém vyhodí alarm.
Nové funkcie oproti POCKET2:
- je možné určiť súsledné/nesúsledné frézovanie,
- je možné programovať max. šírku posuvu pri hrubovaní,
- dá sa programovať prídavok na dne kapsy,
- je možné určiť stratégiu zavŕtania,
- je možné určiť krátke dráhy pre nájazd v rovine pri dokončovaní,
- dá sa zohľadniť kontúra hrubého dielu v rovine a jeho rozmeru na dne (AP1,AD).
Formát bloku v programe:
POCKET4(RTP,RFP,SDIS,DP,PRAD,PA,PO,MID,FAL,FALD,FFP1,FFD,CDIR,VARI,MIDA,AP1,AD,RAD1,DP1)
| Skratka | Názov parametru | Význam |
|---|---|---|
| RTP | Rovina návratu (absolútne) | Udáva výšku roviny nad materiálom, do ktorej sa vráti nástroj po vykonaní cyklu. |
| RFP | Referenčná rovina (absolútne) | Výška povrchu čela obrobku, nulový bod je väčšinou na čele obrobku, čiže najčastejšie sa zadáva RFP = 0. |
| SDIS | Bezpečnostná vzdialenosť | Vzdialenosť od povrchu obrobku, na ktorú môže nástroj prísť rýchloposuvom. Keď sa nástroj dostane na túto úroveň, automaticky zvolí naprogramovaný pracovný posuv F. |
| DP | Hĺbka drážky (absolútne) | Hĺbka drážky vzťahujúca sa na nulový bod. |
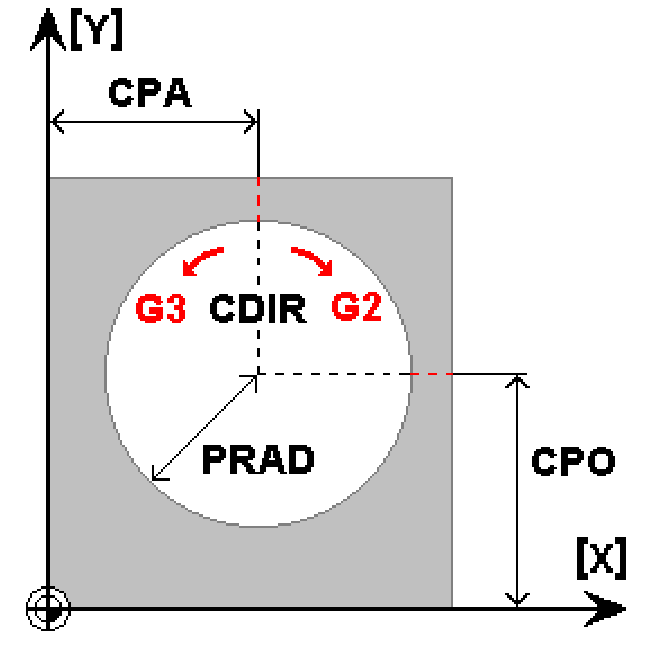
| PRAD | Rádius | Rádius kruhového vybrania. |
| PA | Stred vybrania v osi X | |
| PO | Stred vybrania v osi Y | |
| MID | Max. hĺbka prísuvu | Maximálna hĺbka prísuvu na jedno zanorenie nástroja do materiálu. Udáva sa bez znamienka. |
| FAL | Prídavok na dokončovanie | Hrúbka materiálu na stenách vybrania ponechaná na dokončenie (hladenie) na konečnú mieru. |
| FALD | Prídavok na dokončovanie | Hrúbka materiálu na dne vybrania ponechaná na dokončenie (hladenie) na konečnú mieru. |
| FFP1 | Posuv pre obrábanie plôch | Posuv pre pohyb nástroja v horizontálnom smere pri obrábaní. |
| FFD | Posuv pre prísuv do hĺbky |
Posuv pre pohyb nástroja vo vertikálnom smere pri obrábaní. |
| CDIR | Smer obrábania |
0 = súsledné frézovanie |
| VARI | Spôsob obrábania |
Spôsoby zahĺbenia: |
| MIDA | Max. šírka prísuvu | Maximálna šírka prísuvu pri hrubovaní v rovine. |
| AP1 | Hrubý rozmer | Priemer predvyrobeného zahĺbenia v polotovare (odliatku a pod.). |
| AD | Hrubý rozmer hĺbky | Hĺbka predvyrobeného zahĺbenia v polotovare (odliatku a pod.). |
| RAD1 | Polomer skrutkovice | Možnosť zanorenia nástroja do materiálu okolo stredu vybrania po dráhe skrutkovice. |
| DP1 | Prísuv na otáčku pri zahĺbení | Dĺžka vertikálneho pohybu nástroja pri zahĺbení do materiálu na jednu otáčku. |