
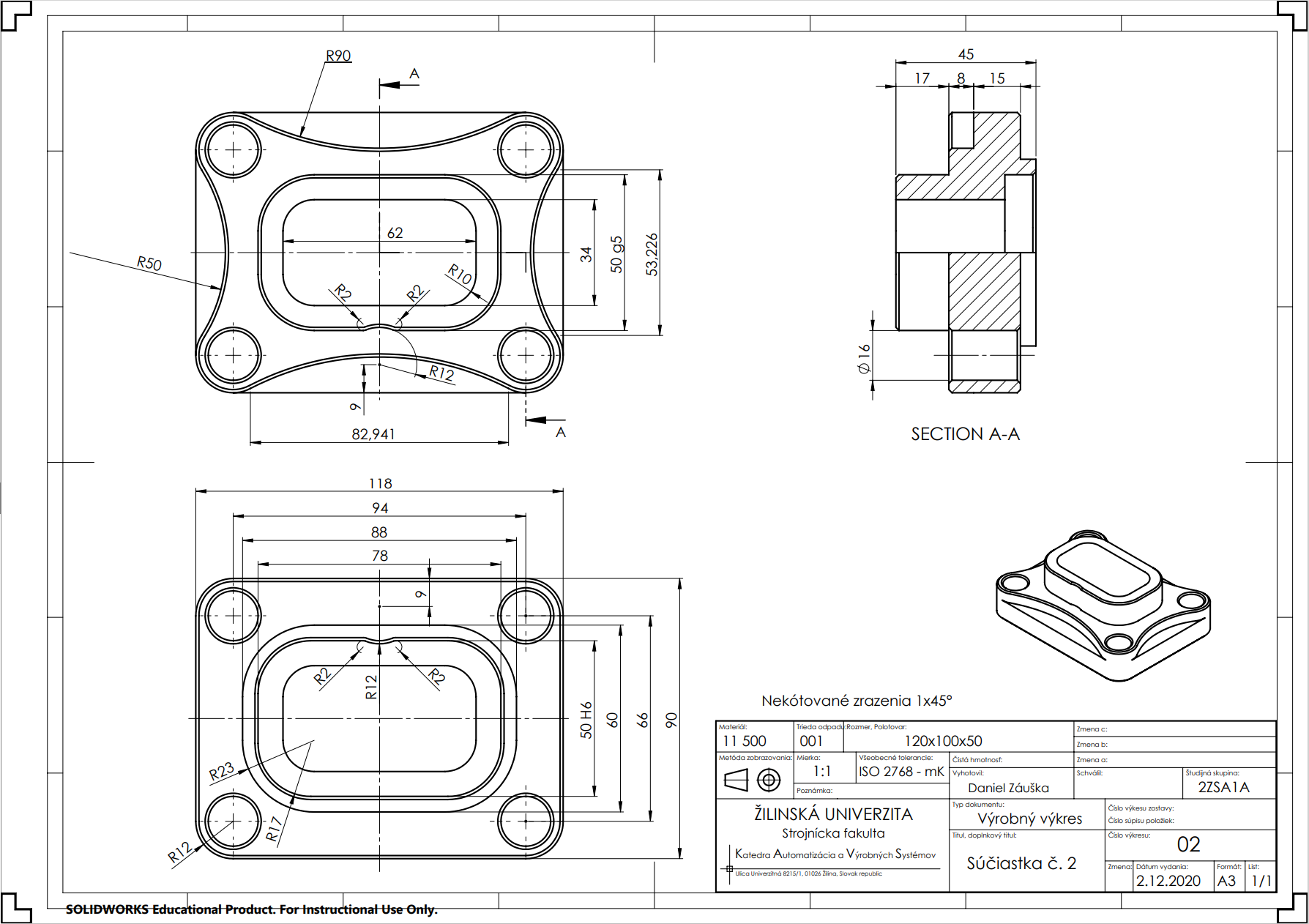
Súčiastka 2
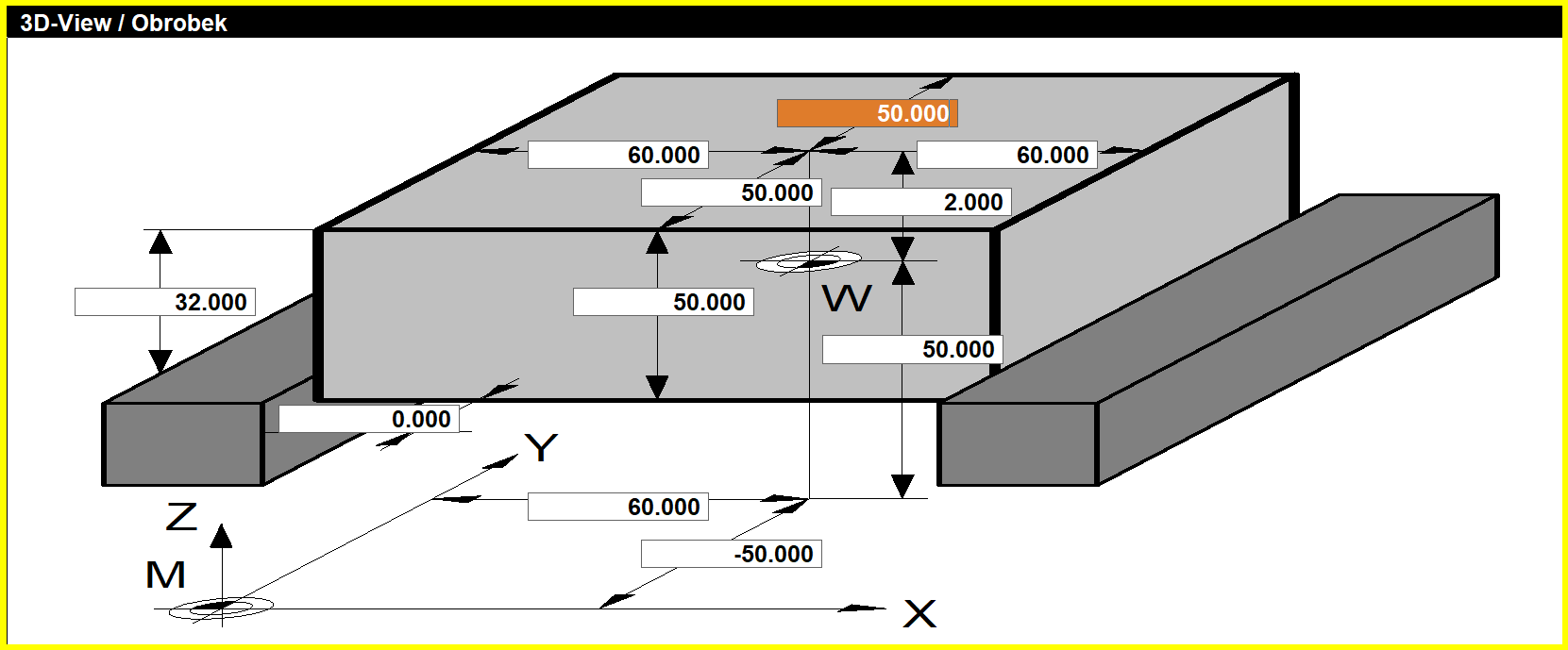
Súčiastka je špecifická príruba, slúžiaca ako rozoberateľný spoj pre tepelné čerpadlo. Obrábať sa bude na dve upnutia. Materiál súčiastky je oceľ 11 500. Rozmery polotovaru sú 120x100x50 mm. Nulový bod, rovnako ako v prípade súčiastky č. 1, pri obidvoch upnutiach volíme na stred čela obrobku. Prídavok na obrábanie na výšku súčiastky je 5 mm, prerozdelený na 2 mm pri prvom a 3 mm pri druhom upnutí. Pri obidvoch upnutiach bola využitá 2 mm frézovacia podložka.
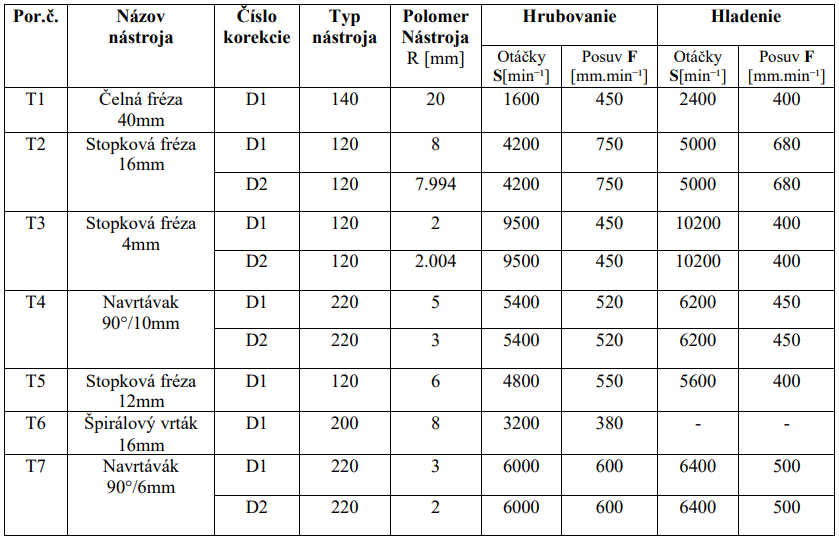
Nástrojová sada a rezné podmienky
Vzhľad hotovej súčiastky
Upnutie 1
Technologický postup
Ako prvé sa prerovná čelo polotovaru čelnou frézou, ktorá ofrézuje prídavok 2 mm. Nasleduje frézovanie hrdla príruby stopkovou frézou; najskôr sa ofrézuje vonkajšia časť, potom sa hrubuje vnútorná časť s prídavkom 0.4 mm na stene. Prídavok je riešený nástrojovou korekciou (viď tabuľku nástrojová sada). Hrdlo sa vyhladí s cieľom dosiahnuť tolerančné pole H6. Na odobratie materiálu vo vnútri hrdla sa použije cyklus kapsy. Následne sa stopkovou frézou ofrézuje okraj polotovaru na rozmer 118x90 mm. Na povrchu na rohoch ostane prebytočný materiál, ktorý je odobratý taktiež stopkovou frézou pomocou cyklu pre frézovanie kontúry. Vyhĺbi sa otvor v strede súčiastky s prídavkom na stene 0.3 mm, VARI v cykle pre frézovanie zahĺbenia je nastavené na kompletné obrábanie (zahŕňa hrubovanie aj dokončovanie). Štyri priechodné otvory o priemere 16 mm sa navŕtajú podľa vŕtacieho obrazca. Poslednou operáciou je zrazenie hrán pre vnútorný okraj hrdla príruby s výstupkom a pre diery. Zrazenie sa realizuje za pomoci navŕtavákov a cyklov pre frézovanie kontúry, a to z dôvodu absencie vrtáka potrebných rozmerov. Keďže navŕtaváky v tomto prípade obrábajú v rovine XY, je potrebné zapísať ich polomery do nástrojových korekcií. Na konci programu je ešte uskutočnená výmena nástroja na T1 a odjazd do bezpečnej polohy. Po odsimulovaní súčiastky je vhodné uložiť model ako STL súbor (Ctrl + dvojklik pravé tlačidlo myši na model), aby mohla byť otočená v 3D modelovacom programe a použitá v simulátore pri programovaní druhého upnutia.
Upnutie 2
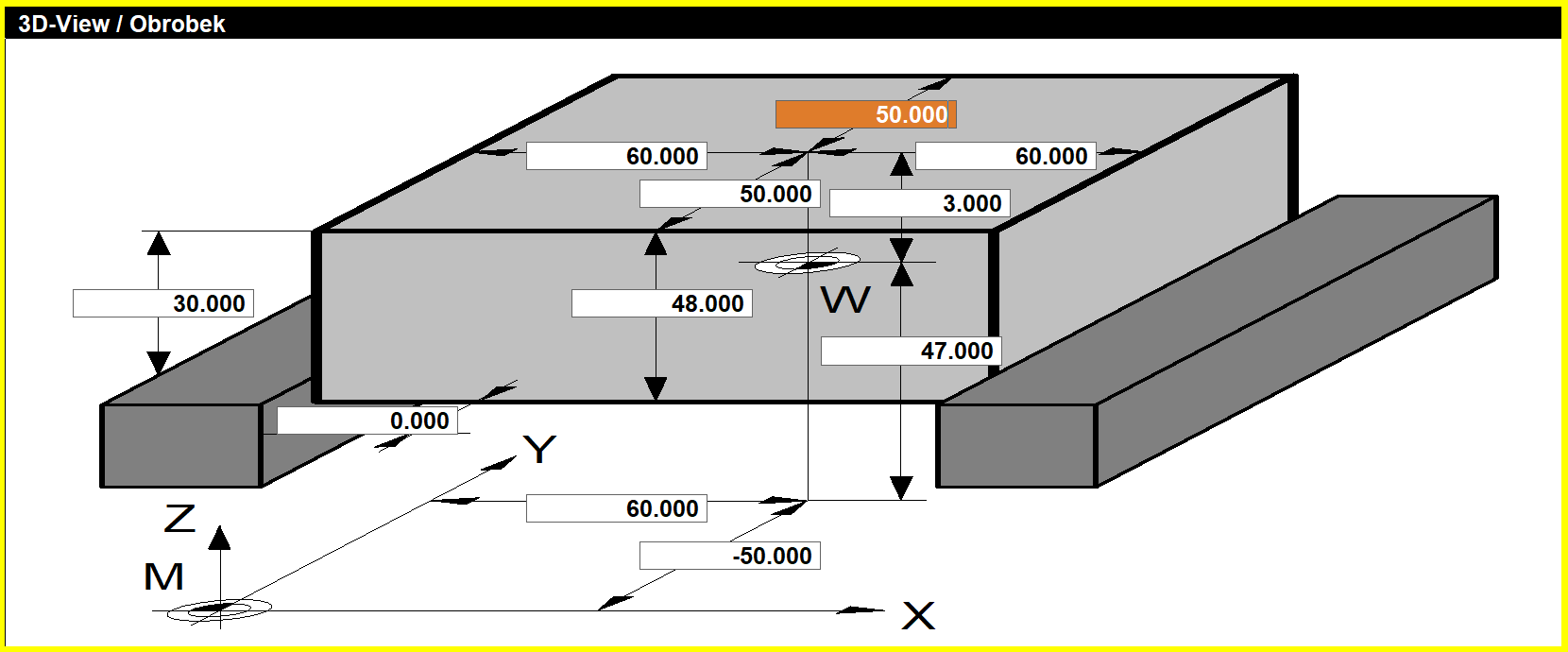
Po otočení súčiastky a nahratí jej modelu do simulátora (Shift + dvojklik pravé tlačilo myši na rozhranie simulátora) je potrebné upraviť nastavenia obrobku v simulátore. Výška polotovaru sa po prvom upnutí mení na 48 mm a prídavok na druhú stranu je 3 mm.
Technologický postup
Opäť sa začína s prerovnaním polotovaru, kde sa čelnou frézou z povrchu odfrézuje prídavok 3 mm. Pokračuje sa frézovaním okraju polotovaru na rozmer 118x90 mm, pričom sa použije rovnaká kontúra ako pri upnutí 1. Vonkajšia časť hrdla sa ofrézuje s prídavkom 0.3 mm na stene a vyhladí sa pre dodržanie tolerančného poľa g5. Zvyšný materiál sa z povrchu odoberie stopkovou frézou. Podľa kontúry sa ofrézuje výstupok, bez prídavku na dokončenie. Nakoniec prichádza zrazenie hrán navŕtavákom pre vonkajší okraj hrdla príruby s výstupkom, na výstupku súčiastky a dierach. Po zrazení hrán sa ešte navolí nástroj T1 a program je ukončený.